




545精密雕銑機
一、技術條件:
A545 | 技術指標 |
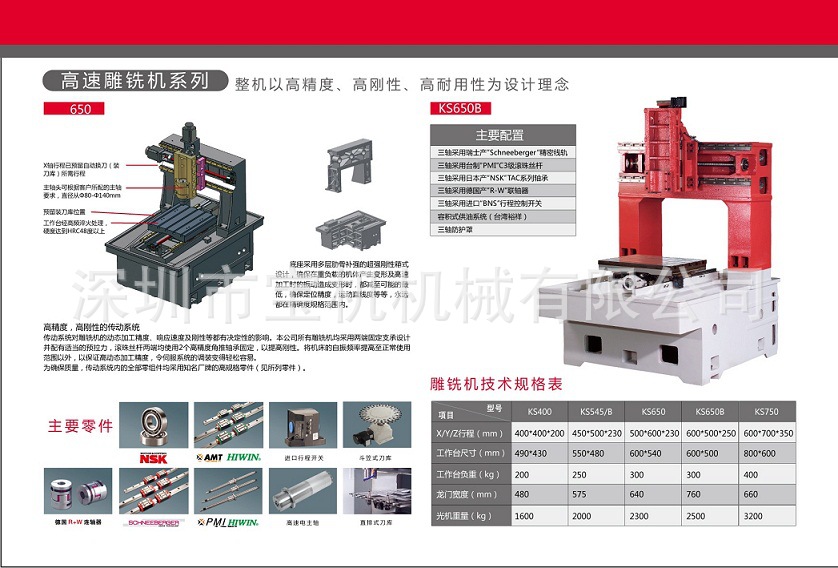
工作臺麵積 | 700×500mm |
三向行程 x* | 600 ×500m×250 mm |
主軸端麵至工作臺距離 | 120-370mm |
龍門寬度 | 760 mm |
龍門高度 | 400 mm |
主電機功率 | 4.5Kw |
主軸轉速范圍 | 6000~24000rpm |
快速移動速度 | 15000mm/min |
切削速度 | 1~7.5mm/min |
數控系統 | 臺灣寶元 |
主軸規格 | 4.5KW,24000rpm,BT30 |
工作臺承重 | 250Kg |
定位精度 | ±0.005mm/300mm |
重復定位精度 | 0.005mm |
機床重量 | 2300kg |
占地麵積 | 1750×2300mm |
二、機床性能
Ø A650型雕銑機床主電機功率為4.5KW,最高轉速達24000rpm。三向進給扭矩大,行程范圍寬,承載能力強。可進行銑、鉆、鉸等多種工序加工,適合於中、小機械零件的加工
Ø 鑄件全部采用樹脂砂工藝鍛造,多工序人工時效處理和數控化加工
Ø 材質內部致密度高,吸震性、精度穩定性好。矩形導軌寬度、厚度及導軌跨度比較大,十字滑臺在運動過程中的平穩性好,重切削時的抗震能力強
Ø 三軸導軌采用壓板、鑲條緊縮,導軌接觸麵采用進口高耐磨貼塑軟帶,導軌麵硬化處理,徑精密研磨和精密鏟刮工藝,獲得最佳導軌直線度和動態精度
Ø 三軸采用高扭矩,高精度滾珠絲杠,NSK絲杠專用TAC軸承和德國R+W高扭矩聯軸器,大功率交流伺服電機驅動,具有強勁伺服動力和高響應、強切屑特征
Ø 配有臺灣產品牌主軸,主軸帶輪,同步帶及增壓缸
Ø 三軸導軌稀油潤滑,鋁質油管,配有進口檢驗和容積式自動潤滑系統,簡寫定量供油,計量精確,能直接憑視覺判斷分配器的工作狀況,便於維護和保養
Ø 機床出廠嚴格72小時連續運轉試驗
Ø 進口漆外觀靚麗
Ø 機床外防護罩,三軸人字形導軌防護罩,排屑防護性能娘好
Ø 高剛性結構,最佳穩定性:
● 主結構體經有限元分析,達到最佳的結構剛性和穩定性
● 鑄件經二次時效處理,保證加工精度的穩定
● 三軸絲杠均經預拉處理,於高速運轉時,防止熱變形,確保精度
● X、Y、Z軸皆采用矩形導軌,具有高剛性,低噪音,低摩擦性特性,可做快速位移及獲得最佳循圓
三.機床主要配置
機床主要配件:
配套件名稱 | 規格型號 | 生產廠傢 | 備註 |
主機 | A650 | 蘇州中谷 | |
控制系統 | 寶元M600 | 臺灣 | |
手輪操作器 | 系統標配 | 日本 | |
雕刻軟件 | 通用 | ||
控制軟件 | 系統標配 | ||
冷卻油箱 | 20L | 油冷 | |
切削液箱 | 20L | ||
主軸軸承 | 主軸標配 | 日本NSK | |
絲桿軸承 | BW7025 | 日本NSK | |
直線導軌 | 臺灣上銀導軌 | 臺灣 | |
滾珠絲桿 | 臺灣上銀C3級 | 臺灣 | |
伺服驅動 | 安川850W | 日本安川 | |
對刀機 | 標配 |
機床隨機工具清單
隨機工具名稱 | 型號規格 | 數量 |
內六角扳手 | 1套 | |
工具箱 | 1 |
四.控制系統
臺灣寶元M600控制系統
五.機床防護
機床全封閉防護罩殼,安全可靠
符合GBA5760-1995《金屬切削機床安全防護通用技術備件》
機床噪音符合國傢標準
六.潤滑系統
采用自動泵潤滑裝置,對各滑動麵及滾珠絲桿施行強制潤滑
潤滑油註油方式和時間可控制,油位過低時機床可顯示警報
潤滑油根據季節選用導軌油,潤滑泵容積為1升
七.冷卻系統
冷卻箱容積為20L
冷卻泵功率為100W
切削液選用Q1切削液
八.電氣系統
符合GB/5226.1-1996《工業機械電氣設備第一部分:通用技術條例》
控制系統采用臺灣進口
配有完善的RS232標準通訊接門,同時可用U盤存儲加工數據
九.隨機文件清單
1.機床使用說明書 2本
2.控制軟件操作說明書 1本
3.成品合格證 1本


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




