1.超音波線的設計
2.超音波焊接機應用
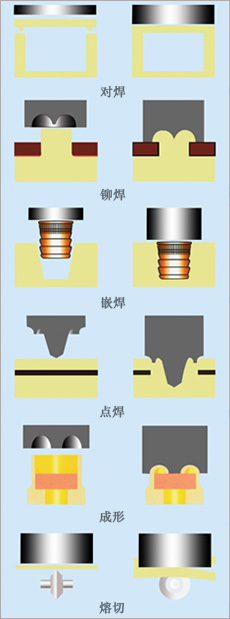
1)、焊接:
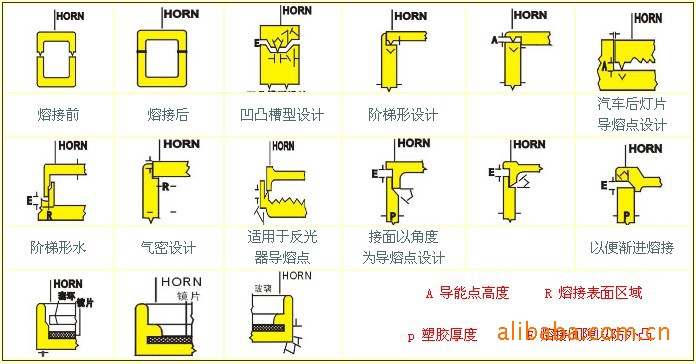
超音波焊接的工作原理要求兩個進行結合的零件,在上麵的一個振動,在下麵的一個靜止,接觸麵上的摩擦熱使表麵之塑料熔化從而結合。因此減少初始的磨擦接觸麵,使超音波能量集中對提高焊接效率及質量十分重要,故要求焊接的其中一零件(通常是上麵的零件)在焊合的接口上須做一條凸出的棱線,稱為”導能棱”.如果兩個焊接件相對而言位置要求較嚴格時,還需要考慮增加設計定位裝置.導能棱及定位裝置應在設計註塑模具時同時考慮.圖一表示幾各常用的塑料焊接麵設計形式
2)、埋植:
超音波金屬埋植,是利用音波震動及氣動壓力,將外表紋花之金屬物埋植在預鑄好的塑料孔內.(如圖二)其原理是超音波經由特殊硬化之振頭將振動能傳至金屬物,金屬物又將振動能傳到塑料,兩者生急劇磨擦而將接觸麵塑料熔化,是時加上適度壓力,將金屬植入因定深度,形式如圖二所示.
3)、鉚接:
要將一個金屬或附件固定在塑零件上,或者要接合兩種互相不相熔的塑料,可取用鉚接方式(如圖三)當鉚芯直徑大於4mm時建議采用C形式.
4)、成形:
超音波成形原理與超音波鉚接大致相同,形式如圖四所示。
5)、點焊:
熱溶性塑料需熔接時,因種種情況,未能增設導熔點,亦不能鉚接時,可用點焊來形成熔接,點焊的原理是將焊模尖端穿越上麵板而達到下麵板內,距接麵為上麵板厚度一半的地方。上麵板熔化塑被焊模小端的凹穴所指定型,點焊的材料厚度以0.8-5.5mm為宜,形式如圖五所示
3.使用註意事項:
1)、焊機直接使用220v市電,故通電前應將本機體妥善接地,接地電阻應小於4歐姆。
2)、市電電壓變化大於10%時,應給本機裝設交流穩壓器,確保焊機高效,安全運作。
3)、通電後,切勿將手置於上焊模下方,避免高頻振動與高壓損傷。
4)、超音波發聲時,不得使上焊模接觸到下焊模、夾具及工作臺,以避免機件損壞。
5)、焊接前切記必須先做音波檢測,尢其更換焊模,此操作更不可疏忽.
6)、焊模應專業廠傢設計、加工、調校、否則會損壞焊機的超聲換能系統。
7)、本機的氣動系統為塑料制品,所施加的的外氣源壓力要求不應大於0.5Mpa,否則會引起爆破或引致燒機。
焊機焊接時頻率下降會產生可聞噪聲,建議長期操作者應配戴護耳器
4.保養
1)、空氣濾凈器中的積水,應在滿溢前及時排放。
2)、焊機每使用滿一月,滑動部位應揩試乾凈,重新塗上優質潤滑油脂。
3)、清潔焊機側板、表麵時嚴禁使用各種熔劑,應使用中性洗滌劑,輕輕擦試。
4)、每隔半年應以乾燥之壓縮空氣吹凈機內塵埃。