




獨特先進長壽的加熱系統 1.采用世界領先的微循環技術,把整個爐膽分為3232個獨立的小區。與小循環結構比較,由於小循環結構其熱風從吹風口吹出後要經過一個爐膛的距離才會被爐膛四周的回風口回收回去,而在回收的過程中,又不斷的與爐膛其他出風口吹出的氣體發生乾擾,導致每一塊PCB上的溫度曲線不斷發生波動,使其焊接精度受到影響。而微循環熱風系統是多少個點噴氣,就有多少個點回收的技術,通俗的說就是每一個出風口周圍就是它自己的回風口,這樣就大大的保證爐內溫度的均勻,,板麵在受熱時因為不會產生類似小循環因為回風過程長而產生的折射風流,陰影現象。所以PCB焊接受熱時溫度曲線精度非常高,非常適合無鉛工藝空間窗口小的元件焊接。 2.上下獨立加熱模組,獨立熱風循環,雙焊接區或三焊接區設置。 3.各溫區因采用模塊化設計,耐高溫長軸熱風馬達和高熱能鎳鉻發熱絲。從室溫到恒溫小餘20分鐘。 4.抽屜式發部件結構:此結構維修十分方便快捷,15分鐘可實現完整的更換工作。傳統的發熱架最快也需要2個小時。(傳統的發熱部件維修時需要拆掉網帶,導軌等。不但耽誤時間,還會造成機器的損傷。) 可靠平穩的傳輸系統 1.對稱雙槽導軌,耐高溫不變形,吸熱量小。標配鏈條、網鏈同步等速並行運輸,可選雙導軌運輸系統或中央支撐系統。 2.調寬采用三段同步調寬結構,兩端設有導軌熱膨脹自動延伸裝置,有效保證導軌平行,防止掉板、卡板的發生,免清洗,易調節。 3.電腦控制自動加油系統,可根據運輸速度及機器狀態自動加油,流量可調。 4.自動調寬系統采用閉環PID控制,可根據電腦輸入的參數自動調到需要的寬度,精確度可達0.2mm。 5. UPS斷電保護功能,保證PCB板突然斷電後能正常輸出,不受損壞。 穩定可靠的電氣控制系統 1.控制系統采用PLC,上位機采用名牌電腦,配正版Windows XP操作系統和15寸液晶顯示器,穩定可靠。 2.控制軟件功能強大,具有靈活的工藝參數控制和溫度曲線測試功能,中英文操作界麵可隨時切換。 3.采用WOGO接線端子;電氣元件全部采用進口品牌,所有信號線屏蔽處理。 4.溫度模塊自整定,冷端自動補償,溫度控制在±1℃。 冷卻及便捷助焊劑回收系統 1.強制冷卻系統采用兩段強制運風冷卻溫區,滿足無鉛制程;冷卻曲線平滑、無突變,充分熱交換,冷卻速率最大可達-5℃/S。 2.助焊劑收集系統,可長期保持爐膛清潔,廢氣排放更加環保。氮氣爐分離後的氣體可循環使用,以節約氮氣。 3.無濾芯設計,清潔非常方便。 氮氣系統(選項) 1.全程全密封氮氣保護系統,N2耗量小。耗氮15-20 m3時,焊接區可達到500PPM以下的氧氣濃度。 2.內循環冷卻系統確保氮氣可過濾循環使用,進一步減少瞭氮氣消耗量。 3.氮氣流量控制及氧氣分析系統麵板化設計,易觀察和調節。
| |
整機技術參數: | |
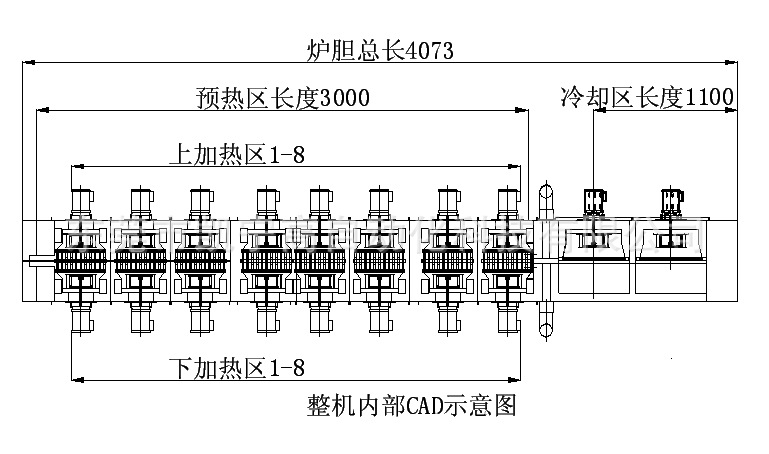
加熱溫區數量 | 上麵8個微循環加熱區,下麵8微循環個加熱區。 |
加熱方式
| 平麵纏繞式兩側發熱線加熱,增壓式風道,點對點變頻馬達的熱交換方式,變頻馬達驅動 |
加熱區長度 | 3000MM |
冷卻區數量 | 2(自然風冷系統) |
冷卻區長度 | 1100MM |
傳送網帶寬度 | 480MM |
鏈條導軌調寬范圍 | 50~350mm |
PCB尺寸 | 50~350mm |
PCB限制高度 | 25mm |
傳輸方向 | L→R(R→L)可選 |
傳送方式 | 網帶+鏈條+導軌 |
運輸帶高度 | 900±20MM |
PCB運輸速度 | 0~1.8m/min |
PCB溫度分偏差 | ±2℃ |
溫度控制精度 | ±1-2℃(靜態) |
溫度控制范圍 | 室溫~300℃可設置 |
適用焊料類型 | 無鉛焊料/有鉛焊料 |
控溫方式 | PID+SSR |
使用元件種類 | CSP、BGA、μBGA、0201chip等單/雙麵板 |
停電保護 | UPS和延時關機 |
電源 | 3Φ、380V、50HZ |
啟動功率 | 43KW |
工作功率 | 12KW |
升溫時間 | Approx.20min |
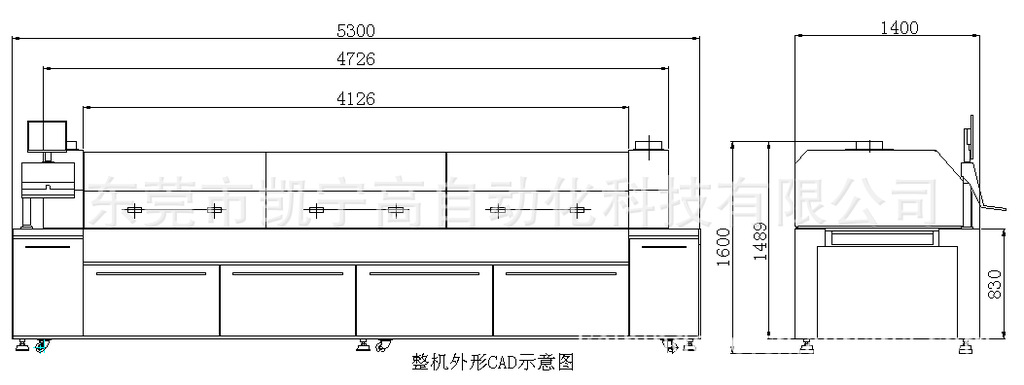
機身尺寸 | L5200*1400*1650MM
|
凈重 | 2200kg |
溫度曲線系統 | 三通道在線曲線測試,智能分析軟件,顯示溫度及速率。 |
機體顏色 | 整機電腦白色 |
外殼部分 | |
機體結構 | 最新流線型外殼設計,采用工業扁通作框架,2mm厚鋼板折彎制作外殼,機體底部有六個萬向輪,另有八個腳杯起定位放置用(可調節機體水平及高度); |
前、後門結構 | 均為全封閉式磁鐵手扣可拆卸式結構,保證最大的作業及維護空間 |
上爐體開啟方式 | 雙氣缸頂升,雙機械撐桿自鎖功能,安全可靠。分加熱區及冷卻區兩段。 |
內膽結構 | 雙層不銹鋼風板及不銹鋼風嘴.采用美國西斯爾巖棉(120KG/立方米)填充內膽,增強保護效果。 |
頂蓋開啟方式 | 氣彈簧支撐,前部打開,方便維護。 |
表麵處理 | 防靜電噴塗高溫烤箱烘烤,美觀堅固耐用。 |
加熱部分: | |
加熱區數量 | 上麵八個溫區下麵八個溫區獨立溫控,可分溫區單獨開啟。可分區加熱,以減小起動功率。 |
相鄰溫區可拉溫差 | 100℃,可以對應最高標準的無鉛工藝。 |
升溫時間 | 從常溫到溫度平衡的開始時間:約20min |
升溫順序 | 從中間到兩邊逐個升溫,節約電能或時間1/3. 相比從頭到尾逐個升溫,因兩頭有抽風口,熱量損失大 |
PCB上元件高度限制 | 25MM |
加熱ZONE長度 | 3000MM |
溫度調整范圍 | 0~300℃ |
加熱區溫度控制精度 | ±1-2℃(靜態) |
基板橫向溫度偏差 | ±2℃ |
★溫度爬升能力 | 3℃/S |
★風道結構 | 采用德國ERSA世界領先的微循環加熱方式,上下獨立熱風微循環系統,溫度均勻,熱補償效率高 |
溫區獨立關閉功能 | 各溫區單獨由電腦進行PID控制,用戶可對溫區選擇性加熱,有利於形成PCB板上下溫差 |
空載→滿載(或逆向)熱平衡回復時間 | ≦0.5秒,主要因素:繞線式發熱器,棒式或板式發熱器需要60秒以上 |
熱風馬達 | 優質耐高溫馬達,結構散熱性好,直聯方式聯接葉輪,可提供充足的熱風流量 |
加熱元件 | 發熱絲采用臺灣臺展品牌,發熱絲完全裸在空氣中和風道內氣流充分接觸,產生最佳的熱交換減少熱慣性沖擊。 |
單區加熱區功率 | 2、3、4、5、6、區各為4千瓦,1、7、8區為6千瓦 |
傳輸部分 | |
C/V速度設定最小單位/范圍 | 0~1800mm/min |
C/V速度偏差范圍 | 電腦閉環控制±2%以內 |
鏈條潤滑方式 | 電腦控制自動潤滑系統,保證PCB運輸順暢 |
運輸馬達 | 電腦控制臺灣威特威變頻調速馬達,運輸平穩,經久易用 |
傳送方式 | 鏈傳動+網傳動+導軌 |
傳送方向 | L→R(R→L)可選 |
傳送高度 | 900±20MM |
網帶張緊裝置 | 采用卡座式滾筒及鏈輪張緊方式 |
網帶配置 | 480MM寬316#SUS,耐高溫、抗腐蝕、抗變形。 |
高強度耐磨導軌 | 凱寧專用H型鋁導軌,表麵硬化處理,耐高溫耐磨,導軌特殊的熱補償防變形伸縮結構確保導軌不變形不掉板。 |
導軌平行度 | 三點同步導軌調寬裝置,蝸輪、蝸桿加高精密絲桿調寬,調寬精度小於0.2mm,多點支撐,使導軌保持平行一致,無大小頭,整條導軌安裝,勿須截斷。 |
調寬方式 | 自動調寬 |
傳遞鏈條 | 3MM厚軸突35B碳鋼鏈條,耐高溫、耐腐蝕。 |

凱寧高自動化科技有限公司以誠信、技術、效率的服務精神,以高度專業知識、提供最高效率的自動化設備及最優化、先進的制程竟爭力,來達到客戶創造效益的目標。
阿裡巴巴產品價格隻是象征性標價,產品詳情請看公司網站http://www.dgkaining.com或者聯系:廖生13925851799


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




