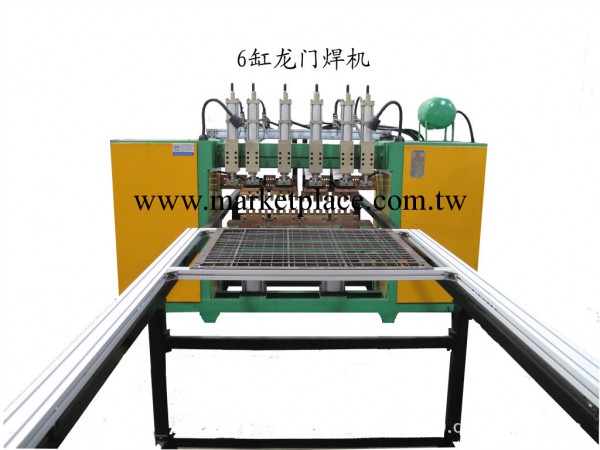
第一章:長臂工裝自動行走排焊機的用途:
本設備用於兼顧:①直徑6mm+6mm低碳鋼筋網片焊接,②6mm鋼筋網同鋼管點焊。
本方案是針對焊接寬度1100×長度1100平網、1100×1100網和鋼管周邊點焊單氣缸自動排焊
的專用焊機制定。焊機在設計過程中,充分考慮產品焊接時的定位要求,焊點質量一致性要求,投資成本要求,制訂本技術方案和報價。
焊機的有效工作空間(左右)長度為1300mm(最大焊網長度為1100mm),機器喉深1200mm,最大焊網寬度1100mm。焊接平網的形式:直徑6mm+6mm低碳鋼筋,以及直徑6mm鋼筋網+1 1/4寸厚度
1.2mm鋼管。鋼筋線距范圍100mm。
焊接氣缸動作一次同時焊接直徑6mm+6mm低碳鋼筋3個焊點(線距100mm)。直徑6mm鋼筋網+1 1/4寸厚度1個焊點。
質量要求:要求焊接牢靠,不得產生脫焊現象。不得燒傷燒壞鋼筋表麵。
第二章:自動排焊機的技術參數說明
A、焊機名稱:單氣缸長臂工裝自動行走排焊機
B、設備型號:DN-160K-B1100
2.1 工裝自動行走單氣缸排焊機的主要結構形式:
焊機主機 焊機上氣缸 主機長臂(1200) X+Y自動行走小車
750 2500
直線軸承導軌
縱向(Y)方向驅動電機和絲杠 下氣缸 橫向(X)方向驅動電機和絲杠
(有效行程1100) (有效行程1100)
工裝自動行走單氣缸排焊機結構圖
2.2主要部件的構成和規格
2.2.1 焊機主機架:
設備的主體機架由厚壁方管、厚鋼板等材料組焊並經時效處理。機臂的上橫梁裝有燕尾導軌。焊接氣缸裝在燕尾導軌上,可以沿水平橫向調整距離,適合於不同寬度規格網片的焊接。
2.2.2 焊接變壓器:
裝有1臺標稱功率160KVA的主焊接變壓器。焊接氣缸最多焊接上下各3條6.0mm線。或直徑6.0mm
鋼筋同鋼管1個焊點。
2.2.3 工裝小車模具的運動:
網模工裝架在焊機的縱向方向導軌梁上麵安裝2條直線軸承導軌。鋁合金網模小車(網模架)安裝在各自的2條縱向直線軸承導軌上。網模小車由同步帶驅動,實現焊網步進和焊接完成後的復位
動作。工裝小車在伺服電機驅動下做前後、左右直線運動。
2.2.4 焊機的上、下機座和焊接氣缸:
為瞭工裝小車移動時候避開焊接模具,焊機的下電療在工裝小車通過時要求可以上下升降。焊接小車進退時,下電療降下。焊接小車到達焊接位置時候下電療升起,下電療接觸到鐵線以進行焊接。
2.2.5 焊接氣缸:
焊接氣缸為雙層缸。直徑¢80,行程80,(焊接鋼筋+鋼管時使用單層降低壓力),氣缸對應焊接
上下各3條直徑¢6.0mm鋼筋。氣缸下端T形槽聯接板聯接上電療座。焊接電療組件為板狀焊極。
2.2.6 焊接電療:
上、下焊接電療為平板電療,電療長度根據焊接網片的不同更換。當更換產品規格時,需更換相應的下焊極並調整焊接氣缸位置。電療材料
上下電療座均采用純銅制造,保證導電良好。電療座均通水冷卻。
2.2.7 焊接工裝模具
焊接工裝小車使用30×60的鋁合金型材制造。
焊接排線模具和不銹鋼濾網張緊模具裝置,采用8×40的扁鋼制造。不銹鋼濾網先使用快速夾具
帶動平板模具壓緊,水平快速夾具推動平板模具從模具的4邊張緊不銹鋼濾網4邊。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。