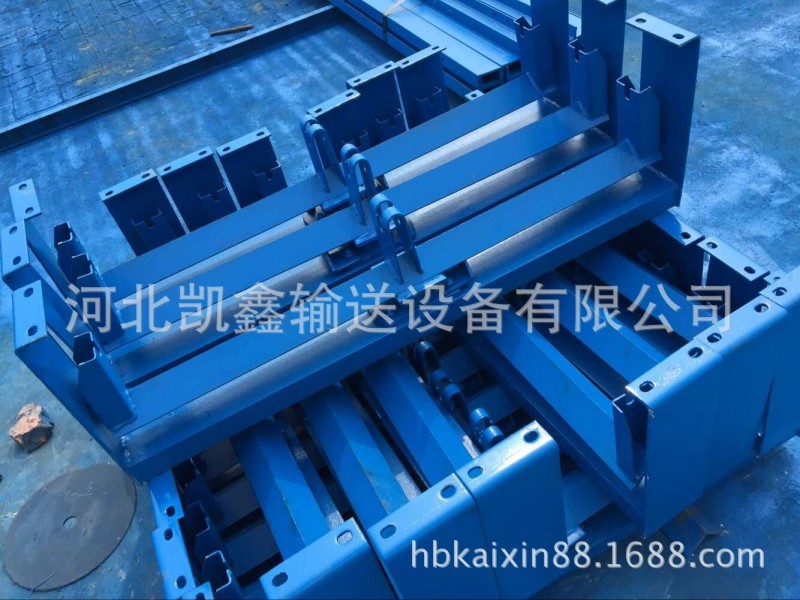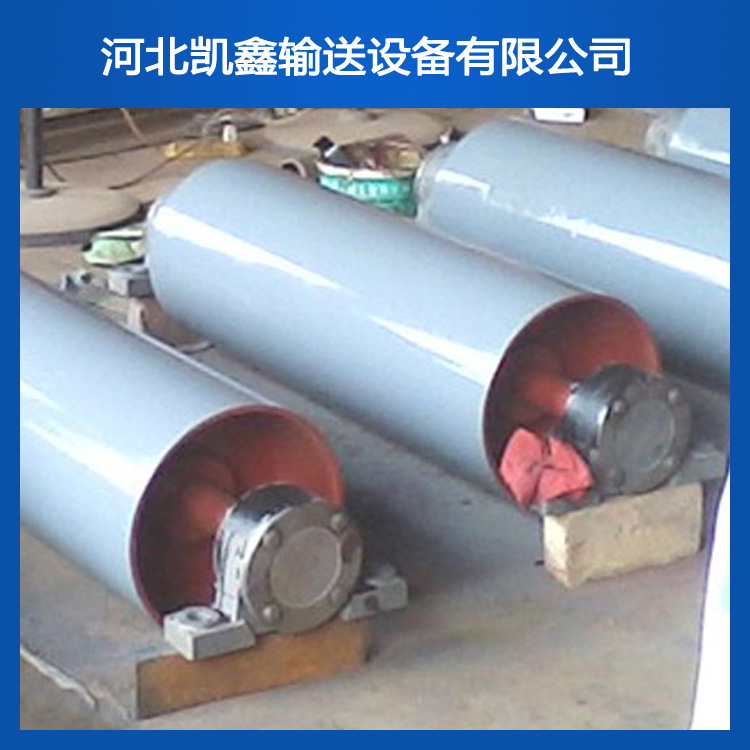



托輥與滾筒等零件結構的焊接工藝性包括工件材料的可焊性:碳含量和
合金含量較高的鋼,一般有較高的強度和剛度,但焊接性較差,焊接困
難增加,焊縫可靠性降低。
一般,碳含量的質量分數<0.25%的碳鋼、碳含量的質量分數<0.20
%的低合
金鋼焊接性良好,碳含量的質量分數>0.53%的碳鋼、
碳含量的質量分數>0.40%的合金鋼焊接性不好,這種鋼需在預熱條
件下方能可靠焊接,一般不采用,若必須采用時,應在輸送帶產品設計
和工藝上采取必要措施。
結構的合理性,盡量減少預加工,盡量減少切割件,以減少焊縫數
和筋,盡量減少邊角廢料,要保證焊接作業的最小空間,並使焊條在操
作時保持適宜角度,將焊縫端部的銳角變鈍,焊接前應有可能焊住幾點
的方法將工件預先裝配在一起。
焊縫的佈置:佈置焊縫位置時,應以最小焊接量達到最佳效果,傳
動件或承受沖擊載荷的焊接件,應防止焊縫在中心區十字交叉,焊縫應
盡量對稱佈置,受彎曲的焊縫,未施焊的一側不宜放在拉應力區,盡量
避免角焊縫承受彎曲應力,焊縫應盡量避開最大應力或應力集中處,為
減少變形,防止焊件產生裂紋,幾個焊縫的坡口不應過分集中,結合麵
上不應佈置焊縫,焊縫應遠離待加工表麵。
接頭的形式和位置:構件截麵改變之處應平緩過渡,接頭的位置應
有利於減小應力集中,焊接不同厚度的鋼板時,接頭應有一定斜度的過渡,對接
接頭的坡口形式有卷變形、平對形、V形、U形、X形、K形,
常用的搭接接頭有角焊縫搭接接頭、開槽焊搭接接頭、塞焊搭接接頭和
鋸齒狀搭接接頭等

關於訂貨
1>簽訂合同 由於不同客戶對產品的用途以及材質、規格、尺寸等要求標準不一樣,所以請您選擇訂購我們的產品時及時與我廠銷售人員在線溝通或電話溝通,確定好詳細的規格參數及質量要求,並簽訂購貨合同,加蓋我廠的公章或合同章,避免由於溝通不到位給您造成不必要的損失。
2>關於付款 為瞭保障您的合法權益,請您在付款時按照合同簽訂的方式付款,付款帳號一定要在合同上標註。您的付款原則應為:對公帳戶最優先,法人帳號次優先,其餘帳號應出具我廠的授權證明才可以生效。
我廠銷售人員會以真誠的態度,專業的角度,熱情的服務為您分析推薦產品以達到您的滿意。在此感謝您訂購我們的產品,在誠實做人,誠信經商的理念下願與您建立長期的合作關系。謝謝!
退貨規則
由於不同的客戶對產品的規格、尺寸及其他參數等不同,我廠生產的貨物大多為訂單,所以和普通的網購不同,非質量問題,我們拒絕退換貨,請您明確以後,再簽訂合同。在此給您造成的不便深表歉意。謝謝您對我們工作的理解與支持!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。