




本公司產品有質量保證,歡迎訂購或批發
歡迎登陸本公司網址Http://www.zhdaou.com
聯系電話 :鄧飛:0756-8987658/13326655856
傳真:0756-8987656
地址:珠海市香洲區南溪工業區G16棟
本公司將不斷加強管理,完善服務,以最優的價格,及時將產品送達給您
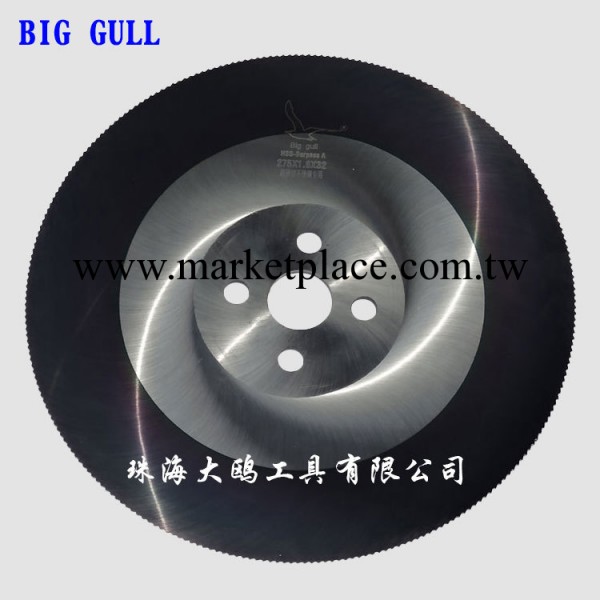
高速鋼鋸片
我公司專業生產和批發高速鋼圓鋸片、切超硬件不銹鋼鋸片、金屬圓鋸片、切管圓鋸片、HSS各種材質圓鋸片、不銹鋼鋸片、鋸片銑刀、切口銑刀等。
高速鋼鋸片材質有:高速鎢鉬合金鋼,高速鎢鉬含鈷合金鋼(HSS-DMo5、HSS-DMo6、HSS-M42、HSS-超A、HSS-M35)
高速鋼鋸片特點:可使用鋸片研磨機也稱為(鋸片磨齒機)反復多次翻磨刃齒,研磨的鋸片與新鋸片鋸切壽命完全一樣,提高生產效率,降低成本。
產品實拍圖

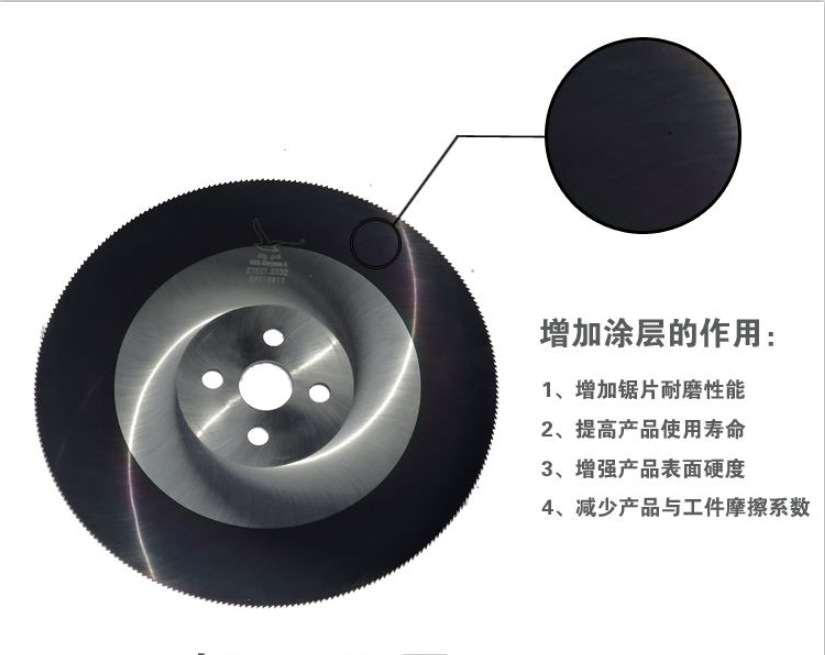
surpass-A塗層
產品詳細介紹
surpass-A塗層有很高的含鈷量,可形成穩定的氧化層(氧化溫度達1000℃),它比一般的TiAlN塗層更硬、更致密、更耐高溫,與其它塗層的鋸片相比,進刀量可提高100%,增加瞭鋸片的使用壽命。適用於高速切削、乾式切削和硬切削的刀具,可加工硬度高達60HRC以上的淬火鋼。
技術參塗層
厚度:約3-5微米
表麵硬度:約3000-3300HV
氧化溫度: 1000℃
摩擦系數:0.25
材料:HSS-M42
齒型:無齒,粗齒,中齒,細齒
開齒方式:銑齒,磨齒,不磨齒,全磨齒
齒形:尖齒,圓弧齒,交錯齒(左右齒,高低齒), R型齒,角度齒,異性齒
超A高速鋼現貨規格:材質:HSS-超A/HSS-Co[直徑*厚度*孔徑(單位:MM)]
| 250*1.2*32 | 275*1.2*32 | 300*1.2*32 | 315*2.0*32 | 350*2.0*32 | 400*2.0*32 |
| 250*1.6*32 | 275*1.6*32 | 300*1.6*32 | 315*2.5*32 | 350*2.5*32 | 400*2.5*32 |
| 250*2.0*32 | 275*2.0*32 | 300*2.0*32 | 325*2.0*32 | 375*2.0*32 | |
| 250*2.5*32 | 275*2.5*32 | 300*2.5*32 | 325*2.5*32 | 375*2.5*32 |
溫馨小提示:以上規格同材質可以做不同塗層,如需訂做,可與我們客服聯系
以上圖片僅供參考,由於拍攝時的反光原因,圖片稍有色差。敬請諒解!
技術支持

常見問題 | 產生原因 | 解決方法 |
切口有毛剌 | 齒形、齒數不正確 | 重新磨齒,要根據被切材料選擇合適的齒形齒數 |
鋸齒不夠鋒利或斷齒 | 重新研磨鋸片 | |
鋸切有異聲 | 被切材料夾的不緊 | 檢查機器夾具 |
鋸齒上附有切屑 | 停機清理,檢查切削齒數是否適用 | |
鋸齒已鈍或斷齒 | 重新研磨鋸片 | |
鋸切材料不垂直及長短不一致 | 送料架碰撞及晃動定位不準,機臺組裝時沒有校正好 | 經常檢查料架的狀況及定位尺,把機臺水平校正好 |
使用受壓變形的鋸片 | 鋸片受壓會變形,因此要豎起擺好,避免受壓 | |
所切的材料變形不標準 | 選擇好的材料 | |
進刀速度過快及齒數不正確 | 根據材料和壁厚選擇合適的齒數和下刀速度 | |
鋸片爆裂或斷齒 | 鋸片沒鎖緊 | 檢查法蘭,將螺絲鎖緊 |
被切材料沒夾緊 | 檢查機器夾具 | |
鋸片進刀速度不穩定 | 如使用手動切管機下刀進給速度一定要均勻 | |
鋸片轉速或進刀速度太快、咬入太多過載 | 韌性越強、硬度越高、截麵越大的材料要選用鋸片轉速和進刀速度越慢,鋸片不易爆而且耐切 | |
鋸齒不鋒利 | 鋸齒太鈍使切削負 荷加大,或使被切材料松動旋轉會撕裂鋸片,所以要重新研磨鋸片 | |
鋸片齒型不正確, 齒數不當 | 根據實際選擇不同的齒型及齒數,不可一種齒型或齒數的鋸片包切任何材料 | |
切削油沒有或不足 | 檢查機器 | |
被切材料異形或太長易晃動 | 對異形材要做專用 夾具,送料架和接料架要固定水平 | |
管材焊縫不勻或含有雜質 | 選擇好的材料 |











批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。