| 產品介紹 | >>>>>> |
產品名稱:深工WS-200S不銹鋼電焊機
產品材質:不銹鋼
產品特點:
高效、節能、輕便、且具有良好的動特性,電弧穩定,溶池容易控制。較高的空載電壓和較好的能量推力補償,用途廣泛。可焊接不銹鋼、合金鋼、碳鋼、合其他有死金屬。該焊機可使用各種不同規格合材質的焊條,包括酸性、堿性等焊條。可用於高空作業,野外作業,室內外裝修等,與國內外同類產品相比具有體積小,重量輕,安裝簡便,操作容易特點。
性能參數:
型號:TIG200S
電源電壓:220V±15%
頻率:50/60Hz
額定輸入容:4.5KVA
空載電壓:56V
輸出電流調節:10-200A
額定工作電壓:18V
負載持續率:60%空載損耗:40W
引弧方式:高頻引弧
效率:85%
功率因數:0.93
絕緣等級:F
外殼防護等級:IP21
重量:9kg
外形尺寸:371mm×153mm×232mm
產品操作:
⒈將前麵板上的電源開關打至“ON”的位置,冷卻風扇開始轉動。
⒉打開氬氣開關,將氣流量調至額定標準
⒊按下焊炬上的開關後電磁閥啟動,您將聽到焊機內高頻火花放電的聲音,同時沒有氬氣流出焊炬嘴。註意:初次進行焊接時,您需要在焊接前按住開關數秒,直至氣路內所有空氣排凈後方可開始焊接。在您停止焊接後,在數秒內仍會有氬氣流出,這是為瞭保證焊點在冷卻前仍得到保護而專門設計的,所以使用時,在電弧熄滅後仍需保持焊接位置一段時間在移。開焊槍
⒋根據工件的厚度及工藝要求,設置適當的焊接電流。
⒌將鎢極與焊接工件2-4mm的間距,按下焊炬控制開關,在焊槍電機和工件之間將產生高頻放電;在電弧點燃後,焊機內高頻起弧火花馬上消失,焊接現在已開始進行。
警告:
嚴禁在焊接的過程中插拔任何使用中的電纜線或接頭,此種操作將會危害人身安全,並造成設備的嚴重損毀。
TIG焊焊炬:

用途:
- 該產品是氬弧焊機配件,輔助氬弧焊機完成焊接工藝。焊炬的作用是夾持鎢極、傳到電流和輸送保護氣體。
型式說明:
⑴焊接方法:TIG焊
⑵導向方式:手工
⑶電壓額定限值:
引弧電壓:3000W
穩弧電壓:≦113V
⑷性能與數據:
焊炬型號:QQ-80°/150A
額定電流:150A
負載持續率:35%
氬氣流量±5%:7min
電纜軟管組件長度:定制
冷卻:氣冷
最小流量:7min
進口壓力:0.1-0.3Mpa
⑸焊炬控制回路的電壓值:工頻交流不大於42V;直流不低於48V。
註意事項:
⒈焊炬工作電流不大於額定電流。
⒉使用焊炬時應嚴格遵循焊機顎定負載持續率的要求。
⒊鋼瓶輸出壓力應在0.1-0.3Mpa間。
⒋作引弧試驗時要模擬焊接過程,焊炬應在引弧板上來回擺動,杜絕在某一點上長時間引弧,以免熱輻射燒毀焊炬。
⒌水冷焊炬,循環水壓力0.1-0.2Mpa。
使用情況:
⒈根據焊機容量及氣路、電路的特點選擇相應焊炬。
⒉根據焊接工藝規范選擇鎢棒及夾頭、並於磨尖機上將鎢棒磨出相應的角度。
⒊根據下列關系式選擇噴嘴:Dn=(2.5-2-3.5)dw Dn—噴嘴直徑 wd—鎢棒直徑。
⒋將選擇好的鎢棒、夾頭、噴嘴依次狀語焊炬上。
⒌將焊炬電纜下接頭與焊機接頭相連。
⒍仔細檢查各部位確認符合要求後調節好焊接電流,按下焊炬開關進行空載試運轉,正常是開始焊接。
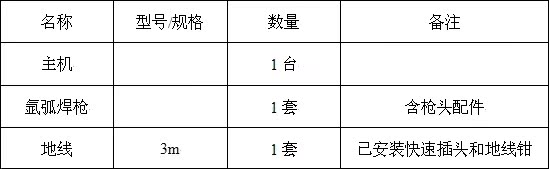
氬弧焊機系列裝箱清單:
| 產品展示 | >>>>>> |




出廠標配:



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。