




品牌:精焊五金 | 型號:JH-008 | 產品別名:自動不銹鋼送絲機 |
類型:自動送絲氬弧焊機 | 重量:18公斤 | 是否標準件:是 |
規格:絲徑0.8-2.0 | 行走速度:可調 | 用途:手工焊或自動焊時輔助送絲 |
樣品或現貨:現貨 | 驅動形式:雙驅自動式 | 焊絲種類:不銹鋼或軟鋼實芯(鋁 |
工作電壓:DC24V | 外形尺寸:480*200*280 | 優點:焊絲可以自由伸出、退回、焊接不粘絲 |
概述:
冷填絲機又稱氬弧焊送絲機,他是一種預先不進行加熱,直接把盤絲狀填料直接送到焊接熔池中的自動化機械裝置。在鎢極惰性氣體保護(TIG)焊接(一般稱為氬弧焊)過程中,為瞭使焊縫飽滿平整和達到要求的機械強度要求,需要在焊接過程中向焊縫添加填料。一般來說,用於在氬弧焊焊接中添加的填料是焊絲。添加焊絲的方法可分類為:按填絲主體分為人工填絲和機械填絲。按對焊絲的預加熱條件分為冷填絲和熱填絲。通常所說的氬弧焊送絲機就是冷填絲機。
功能及特點:
1、采用微電腦控制,送絲速度精確穩定 2、填絲速度連續可調 3、焊絲回抽功能 4、延時送絲功能 5、脈動送絲功能 6、連續送絲功能 7、雙驅動輪送絲系統,適用對多種直徑焊絲的送絲 8、適用於各種氬弧焊機 9、適用於不銹鋼,鋁合金等絕大多數的材料氬弧焊焊接。 10、完善和系列化的配套附件; 11、各種功能參數獨立連續可調。 12、外形美觀,性能媲美進口同類產品 13、高可靠性,年故障率小於3%
技術參數:
|



offer詳細描述:3
第一章產品介紹
一、註意:非常感謝您購買瞭廣州精焊五金制造的冷填絲機(氬弧焊送絲機)。為瞭正確使用本填絲機,在使用前應認真閱讀本說明書!
二、簡介:
JH冷填絲機(氬弧焊送絲機)是用於氬弧焊、激光焊、等離子焊,釬焊等焊接過程的,為熔池進行不預熱填絲的設備。
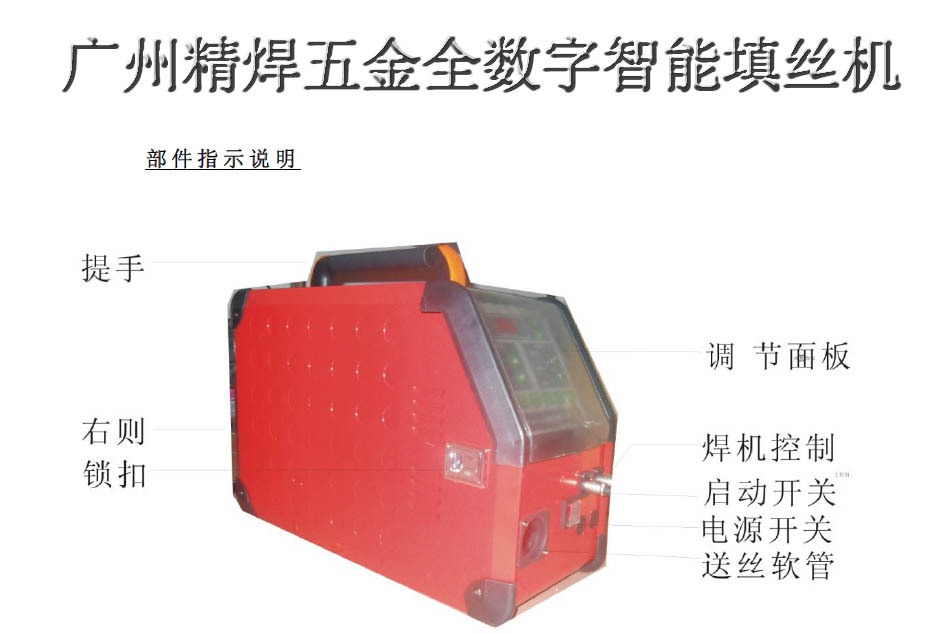
圖1.2.1:JH冷填絲機(氬弧焊送絲機)
三、用途
1、為手工氬弧焊過程填絲。
2、為自動氬弧焊專機和焊接機器人的焊接過程填絲。
3、為激光焊接過程自動填絲。
四、功能設置與型號規格
1、廣州精焊五金冷填絲機(氬弧焊送絲機)型號功能設置:
表1.4.1廣州精焊五金冷填絲機(氬弧焊送絲機)型號功能設置表
2、JH冷填絲機(氬弧焊送絲機)型號規格設置:
五、冷填絲機(氬弧焊送絲機)標準部件清單
1、
送絲機主機 1臺
2、
填絲槍 1把
六、主要功能特色:
1、 自動填絲速度連續可調;
2、 焊絲回抽功能;
3、 延時送絲功能;
4、 脈動送絲功能;
5、 連續送絲功能;
6、 雙驅動輪送絲系統,適用對多種直徑焊絲的送絲;
7、 適用於各種氬弧焊機;
8、 成倍地提高工效,降低勞動強度,節省人工和設備成本。
9、焊接效果穩定優秀,提高產品質量;
10、各種功能參數獨立連續可調。
11、參數調節精度高。
12、標準化產品和零部件,可根據實際應用選配。
13、可廣泛應用於鋁合金,不銹鋼,低碳鋼和有色金屬等多種材料焊接;
14、可氬弧焊,激光焊等多種焊接工藝方法。
15,、可應用於人工,自動化專機和機器人的焊接過程。
七、主要技術參數:
電壓:AC220V 50hz/60hz
相數:單相
頻率:50/60hz
高:280mm
寬:200mm
長:480mm
重量:18kgz
電動機:直流永磁
轉速:1200rpm
焊絲盤尺寸:305mm
焊絲尺寸:0.6mm,0.8mm,1.0mm,1.2mm,1.6mm,2.0mm
送絲速度范圍:0-600cm/min
脈動送絲時間: 0-5秒連續可調
脈動停頓時間: 0-5秒連續可調
延時起動: 0-5秒連續可調
回抽絲時間: 0-2秒連續可調
調速精度:1%;
第二章 操作指南
一、操作前的確認事項:
1、清潔焊接工件的焊接部位,滿足焊接要求;
2、焊接系統設備已經按安裝指南要求正確安裝;
3、確認焊接保護氣體的適當的壓力和流量。
圖3.1.1自動冷填絲手工氬弧焊系統
二、手工氬弧焊過程填絲機操作步驟
1、 正確連接好焊槍與焊接電源的焊接電纜。
2、 正確連接好焊槍與冷卻水箱。
3、 正確連接好填絲機的各部件。
4、 把填絲槍通過固定支架固定在手工焊槍上。
5、 把手工焊槍的開關線連接到送絲機的開關信號輸入端,把冷填絲機的開關信號輸出端連接到氬弧焊焊接電源的焊槍開關信號輸入端。
6、 接通冷填絲機電源,把焊絲送到填絲槍中直到從填絲嘴穿出。關上填絲機電源。
7、 調整固定支架上填絲槍的位置,使得焊絲對準焊接熔池的位置並固定。
8、 接通填絲機,氬弧焊焊接電源,冷卻水箱的電源。
9、 準備好焊接工件。
10、 選定焊接電流
11、 利用試件,選定各種參數,如焊接電流,送絲速度,送絲延遲時間,回抽時間,送絲方式,即連續或脈動方式,脈動方式時的停頓時間和送絲時間等。
12、 在選定各個工作過程參數後,在焊接工件上開始焊接,工作過程參數在焊接過程中和在線調整。
三、全自動氬弧焊專機焊接過程填絲機操作步驟。
1、 正確連接好焊槍與焊接電源的焊接電纜。
2、 正確連接好焊槍與冷卻水箱。
3、 正確連接好填絲機的各部件。
4、 把填絲槍通過固定支架固定在專機焊槍上。
5、 把氬弧焊自動焊接專機起弧信號線連接到送絲機的起弧信號輸入端,把冷填絲機的起弧信號輸出端連接到氬弧焊焊接電源的起弧信號輸入端或不用連接。
6、 接通冷填絲機電源,把焊絲送到填絲槍中直到從填絲嘴穿出。關上填絲機電源。
7、 調整固定支架上填絲槍的位置,使得焊絲對準焊接熔池的位置並固定。
8、 接通填絲機,氬弧焊焊接電源,冷卻水箱和焊接專機的電源。
9、 準備好焊接工件。
10、 選定焊接電流
11、 利用試件,選定各種參數,如焊接電流,送絲速度,送絲延遲時間,回抽時間,送絲方式,即連續或脈動方式,脈動方式時的停頓時間和送絲時間等。
12、 在選定各個工作過程參數後,在焊接工件上開始焊接,工作過程參數在焊接過程中和在線調整。
圖3.2.1自動冷填絲氬弧焊專機系統
四、配套焊槍的選擇
1、小電流規范焊接可以選用氣冷氬弧焊槍。
1、 一般建議按電流規范配套選用水冷氬弧焊槍。
2、 薄板或小空間焊接時建議選用WP-20水冷焊槍。
3、 工件較厚或空間足夠時選用WP-18水冷焊槍
五、配套電源的選用:
1、 HJ冷填絲機可與絕大部分的氬弧焊電源配套使用。
2、 在連續送絲工作狀態時,為獲得滿意的焊縫,建議使用全功能的直流脈沖氬弧焊電源或交直流方波氬弧焊電源。
六、使用時焊槍操作要點:
1、 一般來說,焊槍的鎢針要沿運動的前進方向向後傾斜15度。
2、 連續送絲時,焊槍鎢針電療沿焊縫方向勻速運動。
3、 脈動送絲時,焊槍鎢針電療沿焊縫方向按脈動的節奏,根據觀察熔池的狀態,填料進熔池後向前運動,未融進熔池時停頓。
4、 為瞭使熔池獲得最有效地保護,焊絲應從鎢針前進方向的前方送進熔池。
5、 電流越大,焊槍往前運動的速度可以越快。
6、 焊槍移動越慢,焊縫越寬,餘高越低,熔深越大。
7、 脈動頻率越高,焊縫的魚鱗紋越密。
8、 應用者應該根據本身的工藝要求,摸索制定最佳的焊槍操作方法。
七、使用時註意事項:
1、保持送絲管的暢順;
2、送絲頭與焊槍間的連接要穩固可靠;
3、送絲的角度要正確;
4、要保持焊接電纜的良好絕緣;
5、要是焊絲始終對準熔池位置。
我們會以優良的產品質量,良好的產品售後服務贏得市場,在用戶中樹立良好的企業形象和產品質量信譽,廣州精焊五金願與各界朋友攜手合作,共創焊接事業的美好未來。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




