



產品名稱:FZ-160-1步進縫焊機
結構簡介
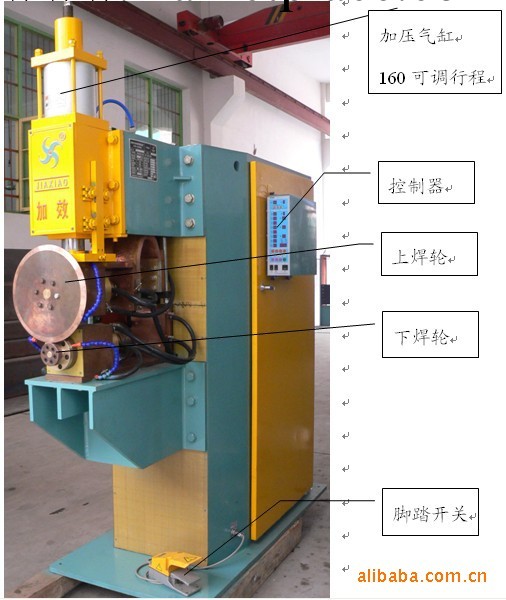
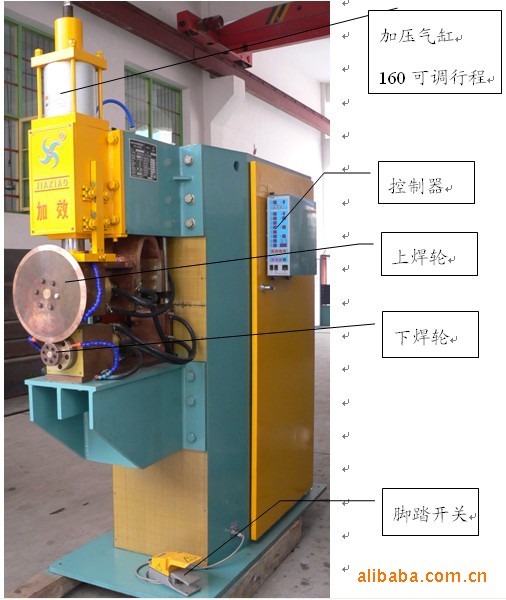
FZ-160-1步進縫焊機主要由主機、控制器、步進傳動機構三大部分組成。
3.1主機部分:主機由機箱、焊接變壓器、可控矽安裝板、氣路加壓系統、冷卻水系統及焊接輪組等部分組成。
3.2控制器(請參看有關電阻焊控制器使用說明書)
3.3傳動機構
傳動機構由步進電機通過齒輪傳動帶動主動輪旋轉,當加壓輪壓下進行焊接時,從動輪即在主動輪及工件的帶動下轉動。焊接速度由由步進電機CNC控制器調節。
主要技術數據:
技術數據 | 焊機型號 | FZ-160-1 | FN-40 | FN-80 | FN-150 | |
初級電壓 | V | 380 | 380 | 380 | 380 | |
負載持續率 | % | 50 | 50 | 50 | 50 | |
額定容量 | KVA | 160 | 40 | 80 | 150 | |
電療臂有效伸出長度 | mm | 600 | 600 | 800 | 800 | |
電療最大行距 | mm | 80 | 50 | 50 | 50 | |
焊接速度范圍 | m/min | 步進縫焊 | 0.6~4 | 0.6~4 | 0.6~4 | |
最大電療壓力 | KN | 10 | 2.5 | 3.9 | 6.1 | |
焊接能力 | 低碳鋼 | mm | 2.0+2.0 | 1.0+1.0 | 1.5+1.5 | 2.0+2.0 |
不銹鋼 | mm | 2.0+2.0 | 0.8+0.8 | 1.2+1.2 | 1.5+1.5 | |
壓縮空氣壓力 | MPa | 0.6 | ||||
電動機電源 |
| 380V/三相 | ||||
電動機功率 |
| 40N.M / 90W | ||||
焊接時間調整 | CYC | 1~99 | ||||
冷卻時間調整 | CYC | 1~99 | ||||
允許電壓波動 | % | +10~15 | ||||
熱量調節范圍 | % | 35~99 | ||||
外型尺寸(長X寬X高):1900800X2000毫米;
重量:1200公斤
安裝
應盡可能安裝在變電室(電源變壓器)附近,濕性塵埃少、無有害氣體的平坦地麵上,並一定用地腳螺栓固定。
1、焊接作業
在焊接時,絕對不能將手等放入電療之間,電療加壓力大至數千牛頓,會造成重傷。
2、電療頭的檢修、整形、更換
檢修、整形、更換電療頭等時,一定要關閉控制裝置的電源開關。
l 請根據工件要求加工合適的焊輪
3、內部檢修
檢修焊機機體內部及控制裝置及更換部件等時,一定要切斷電源。
4、構造的變更
請勿任意改變機器的構造或規格,若需要時,請有銷售商或本公司聯系,並特別需要註意以下幾點:
⑴如需在焊機上安裝焊接工裝,一定要將工裝與電療導電帶或工裝與機體外殼間完全絕緣,否則,焊接電流分流到焊接工裝上,引起部件損傷。
⑵請勿變更焊機內部恒溫開關或進行改造。
5、保養、檢修
請一定按照使用說明書進行保養、檢修,否則不僅不能充分發揮焊機的功能,還會大大縮短使用壽命。
6、保護用具的穿著
焊接時會產生飛濺,請穿著防護服、鏡、防護手套等防護用具。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




