






正極20-120疊片焊接。
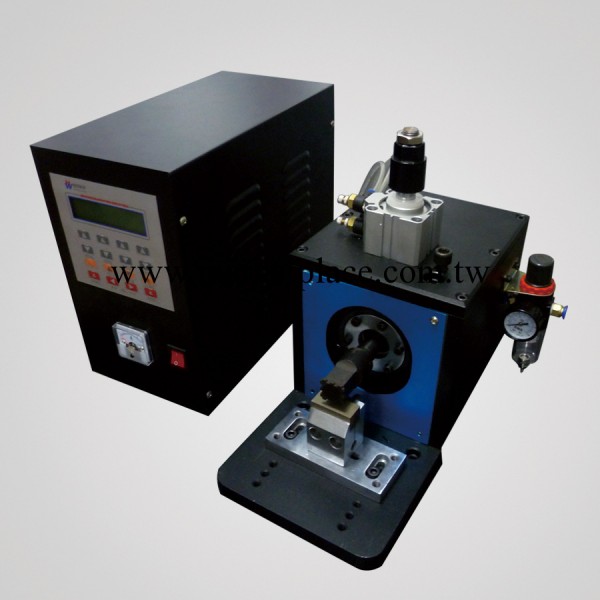
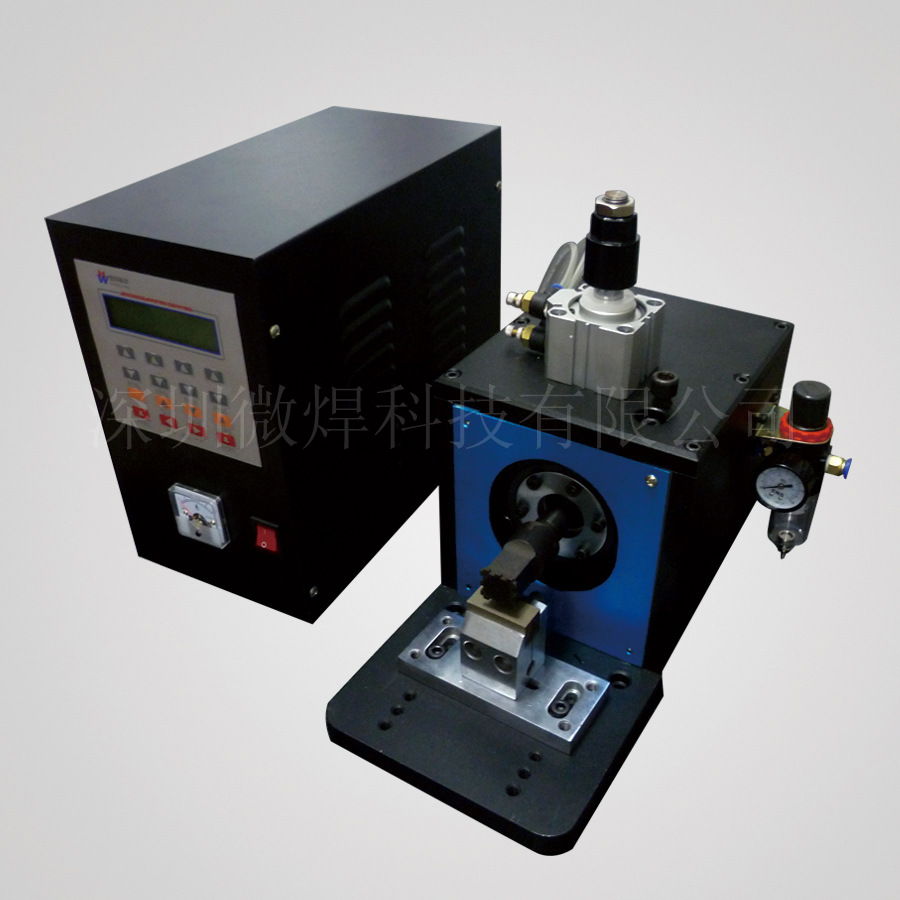
超音波金屬點焊機
產品系列及技術參數:
型號 | 工作方式 | 輸入 | 功率 | 輸出 | 氣源 壓力 | 行程 max | 焊接工藝 | |
電源 | 占載% | KVA | 頻率 KHZ | bar pressure bound
| mm | 超音波焊接 | ||
CH-2030 | 氣動 | AC 220V10A | 50 | 3 | 20 | 1-7 | 20 | 多層鋁箔與鋁片焊接;多層銅箔與鎳片或銅鍍鎳片焊接; |
CH-2415 | 氣動 | AC 220V10A | 50 | 2 | 24 | 1-7 | 20 | 鎳帶與銅箔多層;鋁帶與鋁箔多層;鋁片與鋁片;鋁鎳復合帶等有色金屬焊接。
|
CH-4008 | 氣動
| AC 220V10A | 50 | 0.8 | 40 | 1-7 | 20 | 鎳帶與銅箔、鎳帶與鋁帶、鋁帶與鋁箔、鋁帶與鋁蓋、鋁殼與鋁鎳復合帶等材料 |
1用途與特點
1.1用途:
超音波金屬點焊機用於金屬的同類焊接,並能對銅、銀、鋁、鎳有色金屬的細薄材料,實施單點、多點短條狀的焊接,可廣泛適用於熔斷片鋰電池的極耳等各種形狀的焊接。
1.2特點:
超音波金屬點焊機采用電子程序控制,功率大、效率高,自動化控制,操作容易,內置電子保護電路,使用安全,工作穩定可靠。焊件具有焊接麵牢固、強度高,主觀、環保等特點。
2使用要求
2.1電源電壓:220V/10A1P 50HZ±5%
2.2壓縮機排氣量:0.1M/Min
2.3環境溫度:0~40℃
2.4相對濕度:35%~85%
2.5大氣壓力:86~106Kpa
3技術參數
型號 | 工作頻率 | 輸出功率 | 熔接尺寸 | 形式 |
LRH-1500 | 24.3KHZ | 500W | 0.3±0.3 | 氣動 |
4工作原理
4.1焊接原理:
在焊接時,換能器把24.3KHZ的大功率振動信號,轉換為相應的機械能,施加於所需焊接的金屬件的接觸界麵,焊件接合處劇烈磨擦瞬間產生高熱量,從而使分子交替熔合,從而達到焊接效果.
4.2影響焊接質量的因素:
在進行焊接時,需要對焊件施加必要的壓力,同時嚴格控制焊接時間和超聲功率。壓力、時間、功率是確保焊接質量的三要素。
焊接壓力:對焊件施加壓力是為瞭給聲組件形成一個較為穩定的焊接負載。由於對焊件施加靜壓力,焊件材料接觸麵好,這樣,就能吸收更多的超聲能量。從而達到最好效果。
焊接時間:由於焊機的輸出功率是一定的,焊件得到的能量與超聲作用時間成正比,所以選擇焊接時間是關鍵。焊接時間短瞭,出現虛焊,焊接時間長瞭,造成焊件變形。焊接時間需經過多次試驗才能確定。
5結構特征:
超音波金屬點焊機由機械系統、氣壓系統、電器系統三部分組成。
5.1機械系統:
機械系統由底座、機頭、聲組件、三部分組成。機頭安裝在底座上,可以沿底座上下活動。
聲組件(見圖4)由換能器、增幅器、焊頭三部分組成,通過螺栓使三部分緊密連成一個整體。聲組件裝在滑動體內。
換能器作用是把大功率相應頻率的電信號,轉換成相應的機械能。是一種電能轉變為機械能的元器件。
增幅器類比於電路中的變壓器,起機械阻抗變換和增大振幅作用。
焊頭是根據焊接要求和焊件形狀專業設計的,它還起著二組阻抗變換和增大振幅作用。從結構和形狀看,焊頭並不復雜,然而卻需要最好的設計、最好的材料和加工技術。形狀復雜、尺寸較大的焊頭,設計難度很大,一般都由制造廠設計。
氣壓系統、電器系統分體式。
5.2氣壓系統:(見圖5)
氣壓系統用壓縮空氣作動力,通過電磁閥切換氣路,推動氣缸活塞帶動滑動體(連同聲組件)作上下運動。用“壓力調節”按鈕控制氣壓大小,用單向閥控制升降速度。
廠傢直銷,質量保證,價格實惠,技術支持!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




