



超音波焊接技術與工藝 |
|
超音波熔接技術,是一個比較新的塑料制品熔接組裝技術,
1。它對於超音線的截麵設計,以及熔接部位總體積,相對於整個產品的體積的比例。
2。目前超音波熔接對超音機的調機技術,以及超音波操作者的細心程度都有很大的依賴性。
超音波焊接的工藝
焊接:
指的是廣義的將兩個熱塑性塑料產品熔接的過程。當超音停止振動時,
固體材料熔化,完成焊接。其接合點強度接近一整塊的連生材料,
隻要產品的接合麵設計得匹配,
完全密封是絕對沒有什麼問題的,
碟合:
熔化機械鎖形成一個材質不同的塑料螺栓的過程。
嵌入:
將一個金屬元件嵌入塑料產品的預留孔內。
具有強度高,成型周期短安裝快速的優點!!
類似於模具設計中的嵌件!
彎曲/生成
音波將配件的一部分熔化再組成一個塑料的突起部位或塑料管或其它擠出配件。這種方式的優勢在於處理的快速,較小的內壓,良好的外觀及對材料本性的克服。
點 悍:
點焊是對沒有預留也或能源控制的兩個熱塑塑料組件的局部焊接。點焊也能產生一個強有力的粘合構造,尤其適合一些大型配件、有突起的塑料片或澆註的熱塑塑料以及那些結構復雜、難以進入接合麵的產品。
剪 切:
切和封口一些有序與無序的熱塑材料的超音波工藝。用這種方法密封的邊緣不開裂,且沒有毛邊、卷邊現象。
紡織品/膠片的密封 紡織品品及一些膠片的密封也可用到超音波。它可對膠片實行緊壓合,還可對紡織品進行整潔的局部剪切與密封。縫合的同時也起到瞭裝飾的作用。
聚合物:熱塑性與熱固性
將單體結合在一起的過程稱為“聚合”。聚合物基本可分為兩大類:熱塑性和熱固性。熱塑性材料加熱成型後還可以重新再次軟化和成型,基所經歷的隻是狀態的變化而已-這種特性使決定瞭熱塑性材料超音波壓合的適應性。熱固性材料是通過不可逆反的化學反應生成的,再次加熱或加壓均不能使已成型的熱固性產品軟化,所以傳統上一直認為熱固性材料是不適合使用超音波的。
影響超音波焊接的因素
說起熱塑塑料的可焊接力,不能不說到超音波壓合對各種樹脂的要求。其最主要的因素包括聚合物結構,熔化溫度、柔韌性(硬度)、化學結構。
聚合物結構
非結晶聚合物分子排列無序、有明顯的使材料逐步變軟、熔化 及至流動的溫度(Tg玻璃化溫度)。這類樹脂通常能有效傳輸超音速振動並在相當廣泛的壓力/振幅范圍內實現良好的焊接。
半結晶型聚合物分子排列有序,有明顯的熔點(Tm熔化溫度)和再度凝固點。固態的結晶型聚合物是富有彈性的,能吸收部分高頻機械振動。所以此類聚合物是不易於將超音波振動能量傳至壓合麵,幫要求更高的振幅。需要很高的能量(高熔化熱度)才能把半結晶型的結構打斷從而使材料從結晶狀態變為粘流狀態,這也決定瞭這類材料熔點的明顯性,熔化的材料一旦離開熱源,溫度有所降低便會導致材料的迅速凝固。所以必須考慮這類材料的特殊性(例如:高振幅、接合點的良好設計、與超音夾具的有效接觸、及優良的工作設備)才能取得超音波焊接的成功。
熔化溫度
聚合物的熔點越高,其焊接所需的超音波能量越多.
硬度(彈力系數)
材料的硬度對其是否能有效傳輸超音速振動是很有影響的。總的說來,愈硬的材料其傳導力愈強。
|
歡迎來電咨詢~李生:13430755756
深圳市誠信通超音波設備有限公司
SHEN ZHEN CHEN XIN UL TRAS ON IC EQUIPM ENTCO.,LTD
超音波機技術參數(主要配置)
一 電器部份:
1.換能器 日本“NTK”換能器,功率強勁,持久耐用
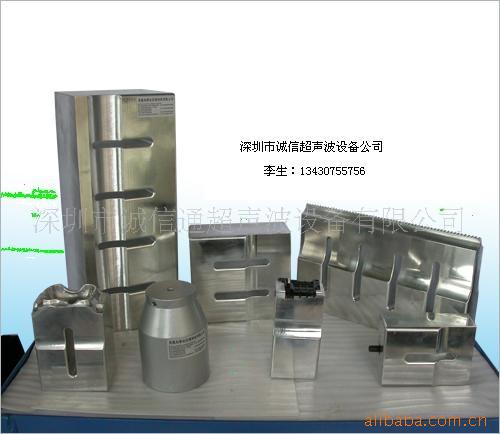
2.變幅器 日本“皇牌”鋼合金變幅器(變幅桿),高強度抗磨損
3.三極管 日本三洋大功率管
4.繼電器 采用日本和泉(FESTO)與歐姆龍(OMRON)繼電器
5.開關 采用富士(FUJI)開關
6.電磁閥 采用“SMC”靈敏度更高
二 機械部份:
1.氣缸 亞德克氣缸(AIRTAC)反應快捷靈敏
2.線型滾珠滑軌,確保焊頭長期高精度焊接運動
3.微動調節器0-20MM可調
4.高精密動力觸發功能,焊接穩定性高
5.采用焊頭中心位限位結構,確保焊頭不偏移,精確度高
6.電路采用新式“自激”電路,輸出更穩定
適用范圍:塑膠制品/塑膠電子/塑膠玩具/文具/通信產品/汽車配件/無紡佈/手袋/遊戲周邊產品/電腦周邊/手機周邊/日用品/辦公用品/
售後服務:1.送貨上門,安裝調試及對相關操作人員進行免費的技術培訓;
2.一年內整機免費保修(24小時內提供服務),終身維護;
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。









