球磨機安全操作規程 (一)空運轉的連續運轉時間不少於12-24小時,運轉中發現問題應及時解決。
(二)空運轉試機正常即可進行負荷試運轉。負荷試運轉應分階段進行。負荷運轉中應視排料情況進行喂料,避免鋼球和筒體襯板不必要的磨失和損壞。
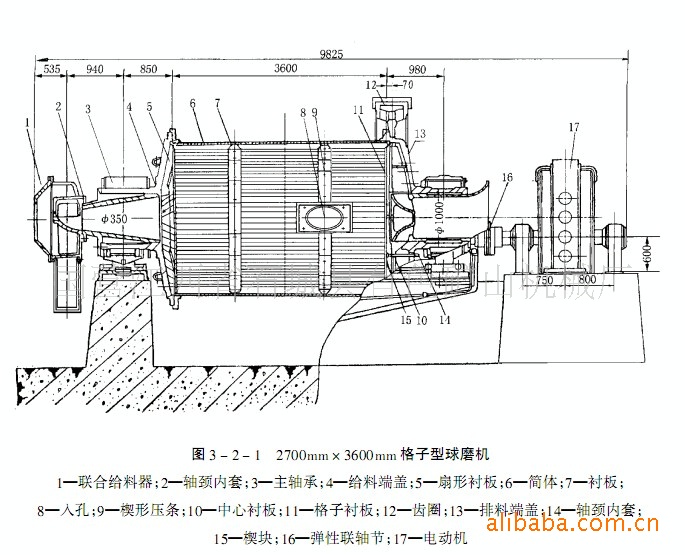
1、加入適當物料和1/3數量的鋼球(最大裝球量參看球磨機總圖)試運轉12-24小時。
2、加入至2/3數量的鋼球運轉24-48小時。
3、根據球磨機排料情況,合格產品的產量,參照同類選礦廠球磨機的實際裝球量,確定本臺球磨機的合理裝球量,進行步少於72小時的試運轉。
(三)上述負荷量的增加和試運轉時間的長短,以大小齒輪和減速機齒輪的跑合情況(溫升、噪音、齒麵接觸等)為依據進行確定。在齒麵接觸精度沒有達到設計要求前,不得滿負荷運轉。
(四)試運轉中冷卻、潤滑系統應工作正常。主軸承、傳動軸承、減速機溫度應正常。
(五) 裝入2/3數量的鋼球試運轉24-48小時後,應檢查並再次擰緊全部螺栓。
(六)試運轉工作要認真做好各項記錄。 溢流型球磨機操作1、開車前檢查好機械和電器各部分,檢查各連接螺栓是否松動;各潤滑點潤滑是否正常,傳動裝置是否正常可靠,防護裝置完好,電器機表是否靈敏,電機碳刷接觸良好。
2、盤車一周,檢查設備轉動部分或周圍有無障礙物,並消除。啟動時周圍不準站人。
3、檢查無誤後,按啟動按鈕啟動電機,註意電流變化。磨球機連續起動不得超過兩次,第一次與第二次隔5分鐘以上,如果第三次起動,必須同電工、鉗工配合檢查後,方可起動。不得與其它設備同起,要交錯起動,以免跳閘。
4、磨球機正常運轉後,要嚴格按給水、給礦、添加鋼球的規定,禁止超負荷運轉,空轉時間不超過15分鐘,以免打壞襯板。
5、運行中要註意檢查筒體是否漏漿,認真觀察電流、電壓、給料、給水是否正常,每半小時檢查一次電機及主軸溫度不大於60°С,發現問題及時處理。
6、運轉中要註意觀察中空軸、油環是否轉動帶油,中空軸溫度是否正常,如發現中空軸發熱,接近燒瓦時,應立即采取強制冷卻措施,不得馬上停車,以免造成“抱軸”。同時註意檢查各潤滑部位油量、溫度,定時加油。
7、球磨機停車前應先停止給礦,待機內精礦處理完後,停止給水。按停車鈕,拉下電閘。
8、在無通知停電時,首先拉下刀閘,按停止按鈕,停止給礦、給水。
9、停車後,清理設備和環境衛生,保證文明生產。
二、維護規程:
1、球磨機的操作維護人員要熟悉掌握粉碎設備的結構性能及各部件的名稱、規格、作用。
2、操作人員要按“四定”原則,以潤滑圖所標註的各部要求潤滑,不得使用未經處理的廢油,保持潤滑點清潔。
3、運轉中註意檢查各部軸承溫度不超過60℃,並檢查各部螺栓有無松動,有無異常聲響,給礦給水是否均勻,筒體有無漏漿現象,電機電流、電壓是否正常。傳動部分防護罩是否完好。
4、保持設備環境衛生清潔,除運轉部分外,其餘各部分均要隨時處理。
三、檢修規程
(一)、檢修周期:1、經修1個月;2、小修1——3個月;3、中修12——24個月;4、大修60——120個月。
(二)、檢修內容:
1、經修:主要檢查油量、調整各部間隙,堅固各部螺栓,更換個別襯板或檢查襯板磨損情況,修補進料器。
2、小修:檢查清洗測量齒麵磨損情況,檢查襯板磨損情況,必要時更換。
3、中修:更換進料部分零件,更換傳動小齒轉輪和軸承,減速箱解體檢查。大齒輪在運行3——5年可根據情況調整使用,中空軸運行3——5年應進行測量。
4、大修:解體檢查清洗、測量,根據磨損情況,修理或更換大齒輪、中空軸、球麵瓦、傳動軸、小齒輪及筒體,修理更換電器元件,電器設備大修後,必須進行試運行驗收工作。
(三)、檢修標準:
1、兩軸承底座上加工麵在同一水平麵上,中心間距允差1mm,縱向中心線不平行度偏差0.5mm,橫行中心線偏差每米0.5mm。
2、瓦座球形接觸麵應接角均勻;每50ⅹ50mm2內不少於1——2點;中空軸與瓦接觸麵應為90°——100°每平方英寸不少於2點,軸頸與軸承兩側間隙近似相同。
3、筒體法蘭與前方端蓋的配合麵應保證良好接觸,不準加墊片,兩中空軸不同軸度允差小於0.8mm。大齒圈與筒體端蓋在連接裝配校正時,應堅固止推,上好定位銷,齒圈的徑向擺動不大於0.5mm,軸向擺動不大於0.84mm。
4、襯板安裝時應先安裝端蓋,筒體襯板應從人口處開始,按裝配要求進行,各螺釘要均勻把緊,不得漏水。橡膠襯板配合不得有縫隙,有縫隙處要用海綿堵死。
5、小齒輪中心線與大齒輪的中心線要平行,其偏差每米不大於0.2mm。齒頂間隙1/4模數,齒側間隙1.06-----1.8mm,齒麵接觸麵積不小於齒長的50%,齒高的40%。
6、減速機、電機及傳動軸的傳動聯軸器應保持很高的同軸性,中心線不同軸度不大於0.3mm,中心線傾斜度小於1/1000。
(四)、主要磨損報廢標準:
1、軸瓦磨損大於其厚度的1/3。
2、小齒輪麵磨損量不應大於齒厚的30%,大齒圈齒麵的磨損量大於齒厚的25%,可倒麵使用,磨至1/2時應報廢。
3、齒圈輪緣扭曲度變形量不應大於7.5mm。
4、中空軸外表麵產生溝槽、斑痕或其內圓麵上局部磨穿致中空軸變形,裂紋等情況時應更換。 球磨機的維護和檢修 對球磨機的維護和檢修是一項經常性的工作,維修工作的好壞直接影響球磨機的運轉率和使用壽命,那麼在使用過程中如何正確的維護和檢修,下麵給予介紹:
1、所有潤滑油在磨機投入連續運轉一個月時應全部放出,徹底清洗,更換新油。以後結合中修約每6個月換油一次。
2、各潤滑點潤滑情況和油麵高度至少每4小時檢查一次。
3、磨機運轉時,主軸承潤滑油的溫升不超過55℃。
4、磨機正常運轉時,傳動軸承和減速機的溫升不超過55℃,最高不超過60℃。
5、大、小齒輪傳動平穩,無異常噪音。必要時應及時調整間隙。
6、球磨機運轉平穩,無強烈震動。
7、電機電流應無異常波動。
8、各連接緊固件無松動,結合麵無漏油、五漏稅水、無漏礦現象。
9、鋼球依磨損情況及時添加。
10、如果發現不正常情況應立即停磨檢修。
11、磨機襯板被磨損70%或有 70mm長的裂紋時應更換。
12、襯板螺栓有損壞造成襯板松動時應更換。
13、主軸承嚴重磨損時應更換。
14、格子式球磨機的篦子板磨損到不能再焊補時應更換。
15、大齒輪齒輪麵磨損到一定程度後可翻麵繼續使用。
16、小齒輪嚴重磨損應更換。
17、進出料螺旋磨損時應及時焊補,磨損至無法焊補時應更換。
18、地腳螺栓松動或損壞應及時修復。
對球磨機的維修時一項經常性的工作,維修工作的好壞直接影響球磨機的運轉率和使用壽命。為瞭及時發現缺陷病消除隱患,以保證其磨機正常運轉,除瞭日常的維護外,還需要定期停磨,(建議每月一次)對重要部件 如中空軸、主軸承、筒體、減速機、大小齒輪等作認真檢查,作詳細記錄。按照缺陷情況分輕重緩急作適當處理和安排中修及大修計劃。 |