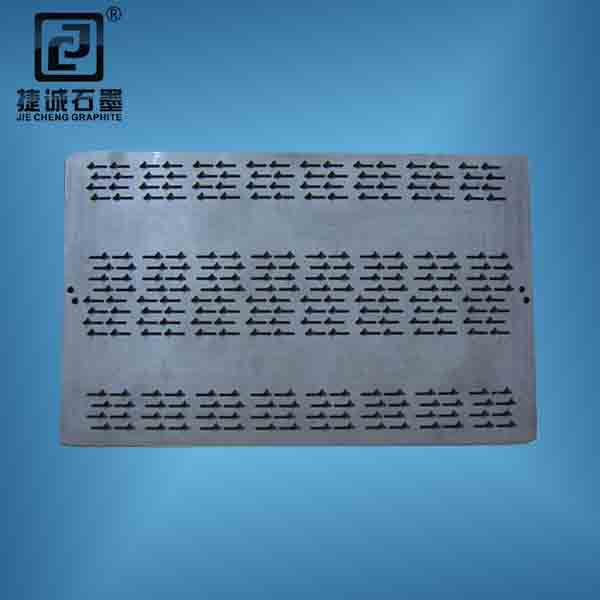
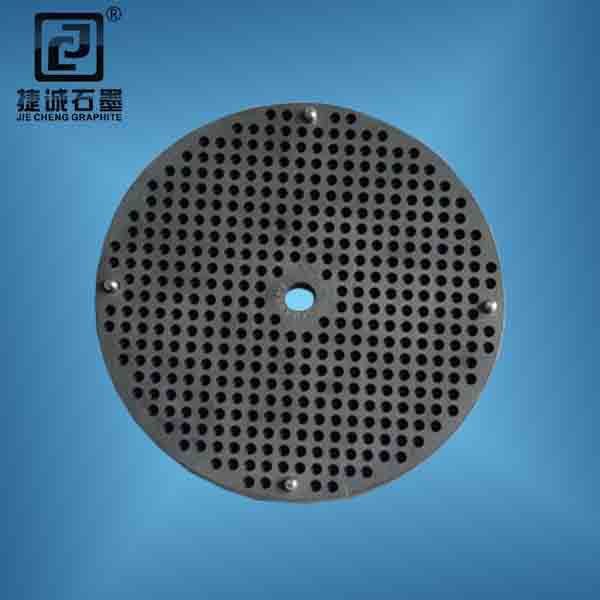
放熱焊接模具由高純石墨制成,用於接地放熱焊接的焊頭成型。采用密實度高,抗摩損性能好的石墨作為基本原料加工而成,具有設計合理,壽命長,易用性能好等優勢。模具由模具蓋、模腔具、熔接腔、導流槽、模夾等幾部分組成,能夠承受銅、鋼、鐵等金屬熔化溫度,熔化金屬流向、流速以及最終形狀經嚴密設計.
放熱焊接模具都需要使用模具夾配合使用,常規模具夾分為兩種,標準型和偏心型,標準型適用於絕大部分模具,偏心型主要應用在焊接接地棒、十字焊接等需要避開焊接材料的類型上。部分型號模具使用中需要F型夾、C型夾等輔助夾具配合。

在很多工程施工中,如防雷及防浪湧保護接地地網施工,大型電氣設備電纜連接,石化、變電站、智能化大樓施工等。對焊接點的載流能力,耐腐蝕性等都有很高的要求,特別是接地系統的地下部分連接,不易選用螺栓、楔形夾、普通電焊等連接方法,而是應選擇更加可靠的放熱熔焊工藝。隨著應用的推廣,放熱熔焊在實際工程中的應用工藝問題逐步突現出來,有待進行深入探究。
一、 放熱熔焊工藝概述
放熱熔焊是利用化學反應時產生超高熱來完成熔接的一種方法。它的反應方程式是:
3Cu2O+2AL=AL2O3+6Cu+Q(2537ºC) 放熱熔焊化學反應速度非常快(僅幾秒鐘就可以完成焊接),產生熱量極高,可以有效傳導至熔接部位使熔接劑、焊材緊密熔為一體,形成分子結合。放熱熔焊無需其它熱源,應用於接地線路金屬導體的連接是最好的方法,在國外發達國傢已被普遍采用。(IEEE std.80推舉放熱熔焊為接地線路連接的最佳方法)。放熱熔焊具有以下顯著特點:
- a. 焊接接頭性能好
1)焊點的載流能力與母材的載流能力相等;
2)焊點是分子結合,不會老化,不受腐蝕性物質的影響;
3)焊點能經受反復多次的大浪湧電流沖擊不退化;
- b. 施工方便
1)裝備簡單,攜帶方便,無需外加熱源,適合野外、室內現場焊接作業;
2)焊接速度快,可以省人力物力(焊接加清模時間不超過5分鐘);
3)焊接方法簡單,容易操作,無需焊接技術高的工人;
4)焊點形狀一致性好,品質管理容易;
5)所加總熱量比其它焊接法少,對絕緣物的破壞影響小;
- c. 適應性強
放熱焊接可適用於焊接銅、銅合金、鍍銅鋼等各種合金鋼,包括不銹鋼及高阻熱材料。
放熱熔焊需使用特制的模具作工具,此模具用耐高溫的石墨材料加工制成,根據所
要熔焊的焊接接頭不同形狀選擇不同的模具。模具的組成包括模穴、註入孔、熔接劑室等。模穴的形狀尺寸以及熔化金屬的流向等均需根據接頭要求經過嚴密的設計,要做到接頭既美觀又能保證質量,配合模具的使用還附帶一套輔助工具,如點火槍、清模鏟、清模刷、夾子等。
放熱熔焊的焊接接頭形式多種多樣,不同外觀形狀的焊材,不同要求的連接形式有幾十種之多,如需特定的接頭形式,可以根據特定的模具來實現。放熱熔焊的最大優點是模具易加工,新的模具可以在一兩天內完成設計、加工。一般常用的連接形式概括為以下幾種:
(1)導線與導線焊接;(2)金屬帶與金屬帶焊接;(3)導線與金屬帶焊接;(4)金屬帶與金屬棒(管)焊接;(5)導線與金屬棒(管)焊接(6)金屬帶與金屬板焊接;(7)導線與金屬板焊接;(8)金屬釘(螺釘)與金屬板焊接。
二、 放熱熔焊的工程實例應用
新昌電視臺山頂電視信號發射塔的接地和臺州海警一支隊海上110報警指揮中心大樓接地工程,經過多年使用接地電阻無法達到運轉的要求,經過多次維修仍不能滿足技術要求,最後決定進行全麵整改。在改造方案中,我公司決定選用放熱熔焊工藝對接地線路的地下部分進行焊接。具體設計為Φ25mm銅包鋼接地棒、120mm²銅絞線、40×4mm鍍鋅扁鋼降阻模塊等,接地連接形式以導線與金屬棒、導線與導線、導線與金屬帶為主。結合工程施工實際情況對放熱熔焊工藝在工程中的應用及註意事項加以介紹。
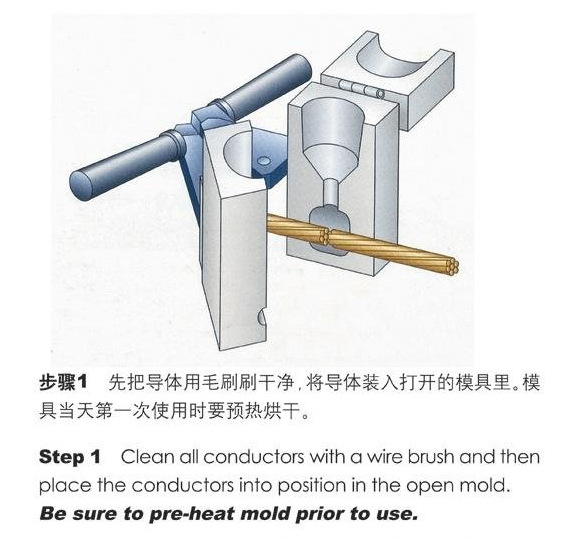
在工程施工應用中放熱熔焊工藝按以下四個步驟進行:
a、焊接器材的采購
采購前必須先認真審閱施工圖紙,落實清楚該裝置施工所需要的專用工具,配套工具及熔焊材料的基本技術要求。再向專業生產廠傢訂購焊材的規格型號和模具及熔劑數量;其次是焊材供應商索取各類接頭與焊材的選型手冊,焊材的使用和檢查指導手冊,對放熱熔焊的工藝特點進行系統瞭解。以保證焊接產品的質量和施工的順利進行。
焊接材料到貨驗收時,有兩個問題特別重要,一是焊材供應商提供的配套工具數量、規格是否符合現場施工要求,認真檢查易損、易耗工具,如點火槍、熔接劑、引火粉等,石墨模具的性能是否完好。二是要求供應商提供不同標號熔接劑所適用的接頭形式的清單,以便焊接施工人員實際操作時有效控制熔劑用量,同時還避免瞭原材料的浪費。
專用工具、焊材進入現場後,保管過程中的重點問題是防潮。焊接母材、模具可以在施工過程中烘乾處理,熔接劑、引火粉必須保證始終乾燥,一定要放置在乾燥、通風的庫房中,並定期檢查。如裝有除濕機的電焊條庫房是比較理想的場所。
b、熔焊工藝試驗
正式施工前的試驗工作有多方麵的意義,一是驗證模具、焊材的實際質量情況;二是對現場焊工作一次技能培訓,提高他們對熔接劑的物理、化學性能的認識,並掌握操作要領和工藝實施的註意事項;三是對熔焊工藝參數(熔劑量、引火粉量等)進行確認。工藝試驗必須按實際施工要求進行。
新昌電視臺山頂電視信號發射塔的接地和臺州海警一支隊海上110報警指揮中心大樓接地工程,所購的焊材的試驗樣品都被業主稱為“精品”,充分認可瞭原材料的質量和施工人員的焊接技能。但在試驗操作過程中還出現瞭幾個值得註意的問題。一是焊材供應商一般都是將熔接劑與引火粉混裝在一個盒子裡,由於運輸中的顛簸,分層包裝的引火粉與熔接劑提前混合,導致引火粉的用量減少,當將熔接劑倒入模具中的熔劑室時,引火粉在熔劑層的上表層和熔模的模唇位置的用量太少,熔接劑不易引燃。經與廠商討論處理辦法是將熔接劑與引火粉分裝,為現場的施工增加瞭可操作性。二是上下開合型模具經常被卡在焊材上取下比較費時,原因是焊渣通過註入孔與焊接接頭連在一起要等到充分冷卻才能將焊渣與接頭分開,影響瞭施工進度。經與廠傢討論是將上下開合型模具換成左右開合型,無論熔劑的多少焊後模具均可輕松開啟,保證瞭施工進度。
c、焊接缺陷的分析和處理
剛開始焊接出的接頭樣品出現氣孔缺陷,經過和生產廠傢及技術人員討論,確定出現氣孔的原因是熔接劑受潮引起的。熔接劑的包裝雖選用瞭防潮的塑料盒,但塑料盒的蓋子沒有做進一步的密封處理,最後由供應商將熔接劑退回生產廠傢,新的熔接劑蓋子處作密封防潮處理。
還有有的接頭焊接時焊點出現蜂窩狀麻點現象,經分析原因為焊接部位或模具中留有過多的水分,處理方法是焊接部位和模具施工前必須烘乾。
d、焊接工藝的實施
放熱熔焊工藝的施工是其質量的控制重點,操作步驟的正確與否直接影響工程的建設質量,每個步驟都要求施焊人員一絲不茍的認真執行。
1)焊前準備工作,焊前準備好所有所需的工具材料,認真清理模具和焊接部位,
去除模具內側和焊接部位的所有污跡和渣滓,以避免焊接接頭出現“夾渣”缺陷。模具和焊接部位應充分乾燥,可以使用噴燈、熱風機烘烤,避免殘留的水份使焊接接頭造成“氣孔”缺陷。在施工現場連續操作的同一模具可借助放熱熔焊後殘留的熱量保持乾燥,但必須時時進行檢查。不同形式的焊接接頭選用相對應的模具,尤其要註意的是 模具的孔徑尺寸與焊接母材的尺寸相對應。按照焊材的對接形式擺好位置,將模具的左右兩部分對齊夾緊,不能留有餘孔和偏縫,防止高溫金屬液“吐”出模具。
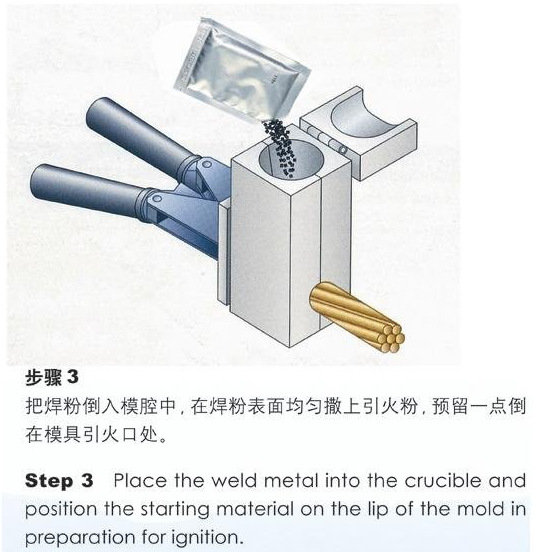
2)熔劑的填裝及焊接母材的夾持,模具、焊接母材夾緊後,整體水平放置穩妥,裝上特制的金屬隔離片放在模具熔劑室底部,隔離片不得傾斜,必須將註入孔蓋嚴實,防止熔劑下漏造成接頭“夾渣”缺陷;熔劑倒入模具後,將引火粉均勻地撒在熔劑的表麵,並延續至模具的豁口處(模唇);註意不能將熔劑和引火粉調和,調和後的熔劑和引火粉不易點燃。加入熔劑和引火粉後的模具不能震動或傾斜,以防金屬隔離片偏移造成漏粉。
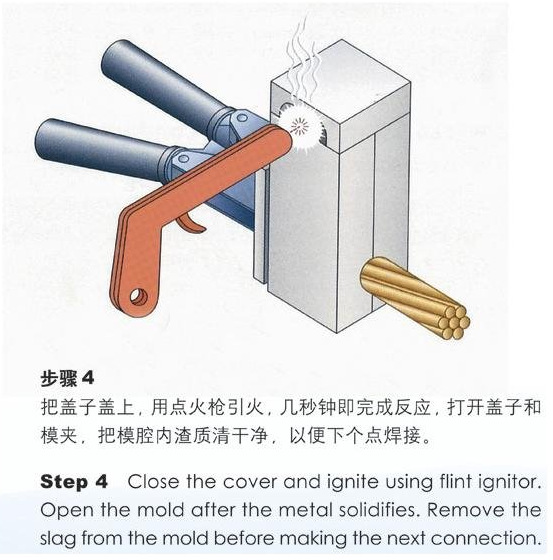
3)點火焊接,撒完引火粉後輕輕將模具蓋蓋好,註意模蓋開口處(模唇)不得對著自己和他人,也不能對著其它易燃物品,使用點火槍點燃模唇處的引火粉。點燃時點火者必須站在點火點的側麵並配戴防護手套和防護眼鏡,防護眼鏡要選用深色,防止焊接產生的強光和濃烈的煙塵傷害眼睛。點火前應在模具蓋上壓一個重約200克左右的壓塊(如小石頭之類的重物),防止焊接時過激的燃燒反應沖開模具蓋而損失熔劑或傷害人員。點火和焊接過程中不能移動模具、焊接母材,特別是不得在模具中竄動焊材,以防止脫焊、模具傾倒而造成接頭次品和人員傷害。
4)焊後清理,等模具內的熔劑燃燒完畢,隔數秒鐘後打開模具蓋,首先清理一下熔劑室的焊渣,然後打開模具夾將兩片模具公開,目測核查接頭質量是否符合質量要求。用清模鏟和清模刷將模具內側清理乾凈,不能留下污漬和渣滓,如果要連續使用盡量在模具熱乾燥狀態下使用。在開啟模具時應戴好防護手套和防護眼睛,做好安全防護措施,以防燙傷。
除按以上步驟和註意事項嚴格操作外,還應註意以下兩點:
1、放熱熔焊工藝所使用的模具為石墨制品,質地松軟易磨損,經多次使用夾拆,設計孔洞會逐漸擴大;當夾孔擴大到開始“吐液”時,必須更換模具,否則焊接完的接頭有“夾渣”、“缺肉”甚至虛焊缺陷,不能達到質量要求。石墨制成的模具平均壽命為50-100個焊接接頭,所以每種規格型號的模具在訂貨期間要充分考慮到這一點。
2、陰雨天或附近地麵十分潮濕的情況下,不宜進行放熱熔焊施工,如果施工進度要求,進行操作時必須做好防雨、防潮措施;特別註意的是焊接接頭部位,因為母材接頭經過泥水污染後隻靠表麵的擦拭不能滿足焊接要求,要徹底去除焊材接頭部位表麵和芯線夾縫中的污物,並充分的乾燥。僥幸心理隻會給焊接質量帶來隱患甚至廢品。
e、焊接接頭質量檢驗
放熱熔焊的質量檢查,一是在試驗期間將焊接成形的接頭用工具剖開,可以非常直觀地檢查接頭的熔合程度,內部是否有氣孔、夾渣等缺陷(如圖F)。二是觀察焊接頭的大小,接頭大小應跟模穴的形狀一致,如接頭過小或有塌陷,說明金屬液有過多泄漏或模具內部焊接母材定位不適當,或在焊接過程中模具和母材發生瞭移動;如果焊接接頭有過高的冒口,說明焊接母材或模具有污染物使體積增大。三是觀察接頭的顏色,放熱熔焊焊接接頭的顏色正常來說應該是金黃色至青銅色。四是接頭表麵的光滑度,焊接接頭的表麵應該相當光滑,沒有大的渣滓存在,如果接頭表麵覆蓋有20%以上的渣滓,或渣滓被除掉有焊材母材暴露,那麼這個接頭必須報廢。
通過不斷地探索、實踐、改進,放熱熔焊工藝在新昌電視臺山頂電視信號發射塔的接地和臺州海警一支隊海上110報警指揮中心大樓接地工程中獲得瞭較為理想的應用效果,焊接接頭一次合格率超過瞭95%,創出瞭放熱熔焊工藝施工的新記錄,得到瞭業主的一致贊譽。
在重要工程中采用放熱熔焊工藝,雖然材料成本投資比較傳統焊接大,但從焊接質量、綜合材料的投資、人力成本、工程可靠性、工程壽命等方麵全麵計算,綜合比較,總體開支降低瞭,綜合效益提高瞭。因此放熱熔焊工藝在某些工程中優於傳統焊接方法。
放熱焊接模具由高純石墨制成,用於接地放熱焊接的焊頭成型。采用密實度高,抗摩損性能好的石墨作為基本原料加工而成,具有設計合理,壽命長,易用性能好等優勢。模具由模具蓋、模腔具、熔接腔、導流槽、模夾等幾部分組成,能夠承受銅、鋼、鐵等金屬熔化溫度,熔化金屬流向、流速以及最終形狀經嚴密設計.
放熱焊接模具都需要使用模具夾配合使用,常規模具夾分為兩種,標準型和偏心型,標準型適用於絕大部分模具,偏心型主要應用在焊接接地棒、十字焊接等需要避開焊接材料的類型上。部分型號模具使用中需要F型夾、C型夾等輔助夾具配合。
聯系我們
電話:0769-89392518-803
傳真:0769-89392508
王小姐:18998065135
業務QQ: 483533447
skype: dgjasen
阿裡旺旺:dgjasen/dgjasen3
旺旺國際:jasengraphite


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。