


適合各種網紋輥:
陶瓷網紋輥及鍍鉻網紋輥
減低刮墨壓力:
延長刮墨刀和滾筒壽命
不留金屬殘跡
不受腐蝕:
適應UV油墨,水基墨,油基墨
刀鋒輪廓穩定:
避免金屬刀鋒產生熱點的弊病
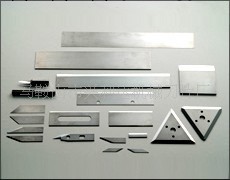
刀鋒橫截麵
P系列
斜角型(45度) 梯級型 | 型號 | 刀鋒 | 厚度 | 寬度 | 長度 | P12 | 斜角型 | 1.25mm | 12-50mm | 30mm | P12S | 梯級型 | P16 | 斜角型 | 1.60mm | P16S | 梯級型 | P20 | 斜角型 | 2.00mm | P20S | 梯級型 |
| E系列
斜角型(13度,30度,45度) | 型號 | 刀鋒 | 厚度 | 寬度 | 長度 | E10 | 斜角型 | 1.00mm | 12-70mm | 30mm | E600 | 梯級型 | 0.60mm |
|
Esterlam塑料刮墨刀的特點: ●用聚酯、高分子量聚乙烯塑料制成,具有優良韌性
●更加貼合滾筒,具有良好的刮墨效果
●低刮墨壓力,延長刮刀和滾筒使用壽命
●不受溶劑侵蝕,無任何金屬微粒堵塞 網孔 ●安裝簡便、使用更加安全
●適用於陶瓷網紋輥和金屬網紋輥 可選規格:寬度20-70mm 厚度0.35-2.0mm
包裝印刷的應用
“刮刀壽命和印刷質量顯著改善,員工也希望使用更安全的Esterlam刮刀。”
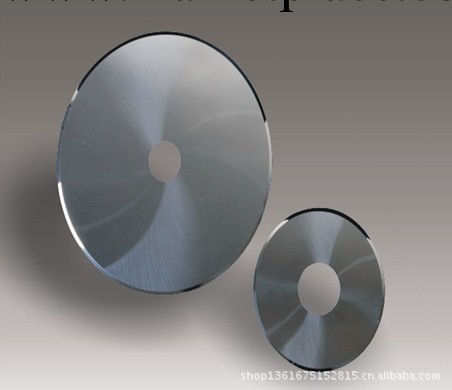
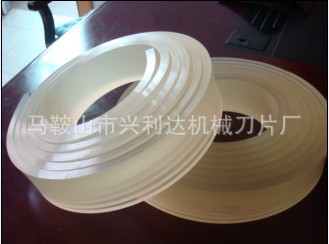
馬鞍山市興利達機械刀片廠 品名 | 規格 | 外圓 | 內孔 | 厚度 | 材料 | 分切上刀 | Φ61×40×1 | 61 | 40 | 1 | | 分切上刀 | Φ68×40×1 | 68 | 40 | 1 | | 分切上刀 | Φ68×46×0.5 | 68 | 46 | 0.5 | 9CrSi | 分切上刀 | Φ70×40×1 | 70 | 40 | 1 | 高速鋼 | 分切上刀 | Φ75×45×1 | 75 | 45 | 1 | CrWMn | 分切上刀 | Φ98×66×1 | 98 | 66 | 1 | Cr12MOV | 分切上刀 | Φ100×66×1 | 100 | 66 | 1 | W6MO5Cr4V2 | 分切上刀 | Φ102×75×1 | 102 | 75 | 1 | 鋒鋼 | 分切上刀 | Φ105×70×12 | 105 | 70 | 12 | | 分切上刀 | Φ105×70×1 | 105 | 70 | 1 | | 分切上刀 | Φ110×80×1 | 110 | 80 | 1 | | 分切上刀 | Φ105×75×1.2 | 105 | 75 | 12 | | 分切上刀 | Φ130×90×1.2 | 130 | 90 | 1.2 | | 分切上刀 | Φ140×95×1.2 | 140 | 95 | 1.2 | | 分切上刀 | Φ140×90×1 | 140 | 90 | 1 | | 分切上刀 | Φ140×95×1 | 140 | 95 | 1 | | 分切上刀 | Φ100×70×12 | 100 | 70 | 12 | | 分切上刀 | Φ100×75×1 | 100 | 75 | 1 | | 分切上刀 | Φ90×60×1.2 | 90 | 60 | 1.2 | | 分切上刀 | Φ130×80×1.2 | 130 | 80 | 1.2 | | 分切上刀 | Φ142×116×1.2 | 142 | 116 | 1.2 | | 分切上刀 | Φ130×100×1.2 | 130 | 100 | 1.2 | | 分切上刀 | Φ150×80×2 | 150 | 80 | 2 | | 分切下刀 | Φ70×45×8/10 | 70 | 5 | 8/10 | D2 | 分切下刀 | Φ80×60×8/10 | 80 | 60 | 8/10 | CCr15 | 分切下刀 | Φ92×65×8/10 | 92 | 65 | 8/10 | 9CrSi | 分切下刀 | Φ108×80×8/10 | 108 | 80 | 8/10 | Cr12MOV | 分切下刀 | Φ118×65×8/10 | 118 | 65 | 8/10 | W6MO5Cr4V2 | 分切下刀 | Φ70×45×3/5 | 70 | 45 | 3/5 | 高速鋼 | 分切下刀 | Φ76×45×8/10 | 76 | 45 | 8/10 | | 分切下刀 | Φ80×55×3/5 | 80 | 55 | 3/5 | | 分切下刀 | Φ105×76×10/10 | 105 | 76 | 10/10 | | 分切下刀 | Φ80×50×8/10 | 80 | 50 | 8/10 | | 分切下刀 | Φ90×65×8/10 | 90 | 65 | 8/10 | | 分切下刀 | Φ118×80×8/10 | 118 | 80 | 8/10 | | 分切下刀 | Φ150×120×13/15 | 150 | 120 | 13/15 | |

興利達刀片生產工藝流程 1下料----根據客戶要求選擇材料。 2鍛打----鍛打主要是提高材質的密度。 3退火----使溫度下降,以便加工。 4精加工----主要是把材料加工成型。 5檢驗----檢驗產品是否與圖紙樣品一致。 6淬火----提高成型產品與材質相應的硬度。 7退火----為瞭增加產品耐磨性,必須長時間進行退火保溫。 8調質----主要是調質產品的平行度,以便加工。 9粗磨----把產品的各個表麵粗磨成型。 10精磨----超精磨,鏡麵磨,提高產品的精確度,平行度。 11檢驗----讓不合格的產品拒絕流入市場。 12包裝----根據不同的產品進行不同的包裝。 
網 址:www.ydx2010.cn【阿裡】 網 址: www.xlddp.cn 【官網】 郵 箱:[email protected] 電 話:0555-6765671 0555-6762853(傳真) 手 機:186 0555 3478 Q Q:113744674 
溫馨提示: (1)機械刀片是易損件,因分切不同的產品,正確、合理選擇材質,熱處理硬度,研磨精度,包裝要求,仔細查看刀片尺寸及產品說明,規格大小,拍前請咨詢(刀片專傢、楊工:186 0555 3478)另因庫存隨時會變動,請購買前與我們聯系並確認您需要的刀片規格材質是否有貨。
(2)興利達刀片質量:所有機械刀片、刀具、模具、機械配件、均為自主生產,我們的刀片入倉庫時,都有專門質檢部門,進行嚴格檢測,在確保無任何質量問題,才給入庫、發貨。本公司產品實行國傢三包標準(包退、包換、包修)解決客戶的後果之優。 (3)買傢收到貨物時,送貨員在場時,請查看包裹內刀片是否完好,再簽字,若簽完字,既表示刀片完好,若發現包裹內刀片有損壞,請及時向送貨員反應,驗收之後發生問題,本公司概不負責;謝謝配合。 (4)興利達刀片24小時咨詢熱線:186 0555 3478。熱烈歡迎新老客戶來電咨詢,對您所需刀片的材質、技術要求及正確合理安裝、使用、修磨、將大大提高刀片的使用壽命,提供力所能及的建議,為您解答任何業務及技術方麵的問題。相信您會有意想不到的收獲! (5)本網站刀片圖未必與您所需要的產品相吻合,但是我公司根據您所提供的產品圖紙,樣品,規格及刀片材料HRC值等要求為您加工定做。我們以【快遞,物流】的發貨方式及時的把您需要的產品送到您的手中。  
|