i-CON
1軸NC控制器
- 數控回轉工作臺控制
- 超精密5麵加工用傾斜工作臺控制
- 高速攻絲機床的自動工具更換控制
- 可以與NC同一代碼指令使用
- 通過分割傳送提供角度分割功能等


■ I-CON Series:1 axis ■ i-CON Series:1軸
■ Set Unit min 0.001? ■ 設定單位最小0.001?
■ 90ch 9,000 Block ■ 90頻道9,000塊
簡便的操作
- 用機械加工中心及數控車床的KEY排列,可輕松、便利地使用
- 為瞭普通用戶的便利,提供各種參數
- 提供原點調節、手動運轉、機器聯動運轉等各種模式和編輯功能
多種功能
- 采用LCD,可做多彩標記
- 將一塊程序全部顯示在LCD畫麵上
- 最多90頻道的程序
- 可編輯的程序最多9,000塊(90頻道×100塊)
通訊功能
- 可作為獨立個體使用
- 可運用專用設備,縮短加工時間
- 可與攻絲中心、機械加工中心實現完美互換
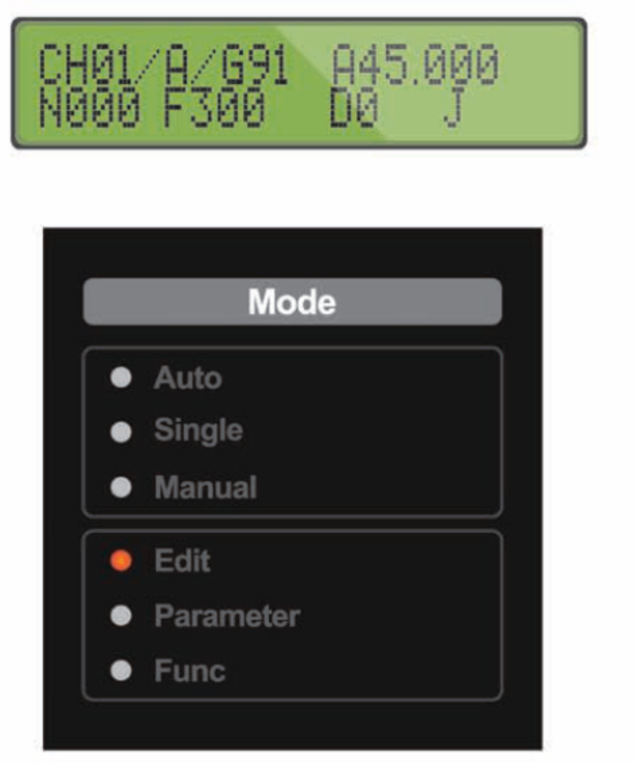
便利的模式功能
- Auto(自動運轉)
自動運轉EDIT模式下所編輯程序的模式。
每次錄入開始信號,實行一塊。
外部用開始信號實施的M信號聯動也在該模式下實行。
- Manual(手動運轉)
手動旋轉工作臺的模式。
還實施手動機械回歸原點、手動加工回歸原點、手動加工原點位置設定。手動脈沖發生器也可在手動模式下操作。
- Edit(程序編輯)
編輯自動運轉程序的模式。
實施程序的外部輸入、輸出。
在數據管理軟件中,與個人計算機通訊。
(需要專用數據管理軟件)
- Parameter(參數)
對於控制器控制所需的動作條件、內部設定的參數進行編輯的模式。
- Single(單操作)
動作內容與Auto模式相同,但Single模式不輸出1塊完成輸出(BLKFIN)、任意完成輸出(G99 FIN)。
便利的模式功能
功能及說明
項目 | 說 明 |
控制軸數 | 1 軸 |
數據記憶方式 | EEPROM 備份 (記入次數10萬次) |
伺服電動機指標 | 附著ABSOLUTE 探測器 AG SERVO MOTOR |
設定單位 | 0.001' |
最大設定角度 | 999旋轉 +360° 及 士 t999.999° |
程序容量 | 9,000塊 (100塊 X 90 頻道 :標準) |
指令方式 | ABSOLUTE / INCREMENTAL 方式 (可在G90 / G91 中選擇) |
手動移動 | 回歸機械原點及回歸加工原點 |
緊急停止 | 快速移送、低速移送、STEP 移送 |
暫停 | 緊急停止按鈕及外部 INTERLOCK 輸入下的強制SERVO停止 + 按全部功能緊急停止按鈕時,可實現外部輸出 (EMOUT) |
移送速度Override | 可設定至1-100% (分開量可在1-100%之間變更) |
準備功能 | DWEL、LEAD切削、BUFFER功能、有無CLAMP、有無檢查位置偏差、聯動START、連續START、回歸機械原點、回歸加工原點、反復功能、可脫離LOOP、Absolute/Incremental、Fin 信號控制令 |
轉移功能 | 轉移至輔助程序等 |
Software Limit 功能 | 可設定機械原點的 Software Limit,可安裝夾具或Work,防止與機器的乾擾。 |
Over Travel 停止功能 | 可將NC 轉臺的旋轉動作范圍以Overiimit輸入來進行控制。 |
補正頻率誤差 | 每15° 可補正頻率誤差(最小設定單位 0.001° ) |
Backlash | 可補正設定NC 轉臺 (最小設定單位 0.001 ‘ ) |
錯誤提示功能 | 發生錯誤時,自動顯示錯誤編碼、錯誤信息。 |
自我診斷功能 | 用機器坐標、加工坐標(指令值、Encorder值>、剩餘移動量、 四舍輸入輸出信號狀態、位置偏差量、電流%、Encorder顯示狀態 |
輸入電源 | 1ΦAC200/230V± 10%50/ 60Hz |
電源容量 | 1.0 KVA |
重量 | 7.5 kg |
使用環境 | 使用溫度 :0~45℃ 保管溫度(輸送溫度):-10℃-60℃ 濕度: 85%RH以下(防止結露或結霜) 耐震動:0.5以下 / 耐沖擊:1G 以下 / 氛圍:污染度2以下 |
顯示部 | LCD 20文字 x 2行 |
選項Cable | RS232C 電纜 |
外部輸入信號 | 選擇Start,、Stop、外部緊急停止、外部頻道 |
外剖輸出信號 | 塊完成、360° 完成、任意完成信號、機械原點回歸完成、緊急停止輸出信號、錯誤提示輸出信號(A節點、配點) |
i-CON
1軸NC控制器
地址功能說明
地址 | 內容 | 設定單位 | 設定范圍 | 備 註 |
G | • 請參考以下G代碼功能項。 | |||
A | 旋轉角度指令 | Degree | + 999.999 |
|
停留時間指令 | Sec | 0.01-999.99 |
| |
F | 旋轉速度指令 | 0.01 min-1 | 0-4166 |
|
J | 轉移指令 | 塊編號 | 0-99 | 比指令塊往前轉移時 |
子程序指令 | 塊編號 | 0-99 | 比指令塊往後轉移時 | |
返回指令 | 返回編號 | -1 | 1次旋轉子程序終止 | |
D | 分割指令 | 分割數 | 0-999 |
|
S | 反復功能{G27)的開始塊編號指令 | 塊編號 | 1-99 |
|
E | 反復功能 (G27)的 終止塊編號指令 | 塊編號 | 1-99 |
|
R | 反復功能(G27)的反復次數指令 | 反復數 | 1-99 |
|
反復功能 (G27)的反復次數指令 | G99 指令編號 | 99 | 在G21指令相同塊內實施G99指令 | |
G代碼功能說明
G代碼 | 功能名稱 | 內 容 |
無 | 旋轉速度指令 | 僅限計算指令。 |
G04 | 停留 | 不進行移動動作,僅等待時間。 |
G07 | 腳端切斷 | 多次旋轉啟動工作臺。 |
G08 | 連續脈沖 | 連續運行程序塊。連續運行在以下G09指令前有效。 |
G09 | 取消連續脈沖 | 取消G08的連續脈沖,返回通常的單獨塊運行。 |
G10 | 未使用夾鉗 | 停止工作臺時,使夾鉗工具處於未使用狀態。夾鉗工具未使用在以下G11 指令前有效。 |
G11 | 使用夾鉗 | 取消G10的夾鉗未使用狀態,停止工作臺時夾緊。 |
G15 | 位置偏差檢查有效 | 連續脈沖有效時(G08),檢查程序塊之間的位置偏差,以此強調連接部位。位置偏差檢查在以下G16指令前有效。 |
G16 | 位置偏差檢查無效 | 取消位置偏差檢查功能有效狀態,不檢查程序之間的位置偏差。 |
G21 | 聯動啟動 | 運行程序時,將塊完成信號於啟動前輸出的功能,用於與機器的邊聯動運轉等。 |
G22 | 連續啟動 | G22下達指令後,工作臺在輸入下一個啟動前連續循環。 |
G23 | 回歸機械原點 | 在工作臺的機式原點位置上確定位置。 |
G24 | 回歸加工原點 | 在工作臺的加工坐標計原點位置上確定位置。 |
G25 | 擺脫循環 | 在到達加工原點位置為止,循環運行程序,到達加工原點位置時,擺脫循環,運行下一個塊。 |
G27 | 反復 | 將從指定塊到塊之間的程序,按指定次數反復。 |
G90 | 絕對 | 在加工坐標計的絕對坐標上決定位置。 |
G91 | 增量 | 在相對坐標上決定位置。 |
G92 | 設定加工坐標計 | 在程序中,可任意設定加工原點位置。 |
G97 | 沒有塊完成 | 不輸出塊完成(BLKFIN)。 |
G98 | 輸出塊•任意完成 | 不輸出塊完成(BLKFIN)。 |
G39 | 輸出任意完成 | 不輸出塊完成(BLKRN),僅輸出任意完成(G99 RN)。 |
程序
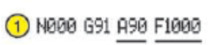
角度 (Angle Index) |
| 角度 旋轉速度 |
旋轉90度
旋轉45度和移動N000 |
等分 (Equipartition) |
|
|
360度角度的八等分和 移動N000 |
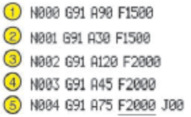
分割 (Uneqaul
| |
|
旋轉90度 旋轉30度 旋轉120度 旋轉45度 旋轉75度、速度2000和移動N000 |
反復 (Repetition) | |
| N004-N006 2次反復
旋轉40度、旋轉30度、旋轉50度(1次) 旋轉40度、旋轉30度、旋轉50度(2次)
|
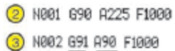
絕對 (Absolute)/ 相對(Incremental) | |
|
絕對坐標上旋轉90度
絕對坐標上旋轉225度 相對坐標上旋轉90度
|
子程序 (Subprogram) | |
絕對 轉移 角度 |
旋轉90度、移動N010 相對坐標上旋轉30度
旋轉40度和返回(移動N001) 絕對坐標上旋轉270度和移動N010 相對坐標上旋轉30度 旋轉40度和返回(移動N002) 旋轉20度和移動N000 |















批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。