




![]()
點膠機說明
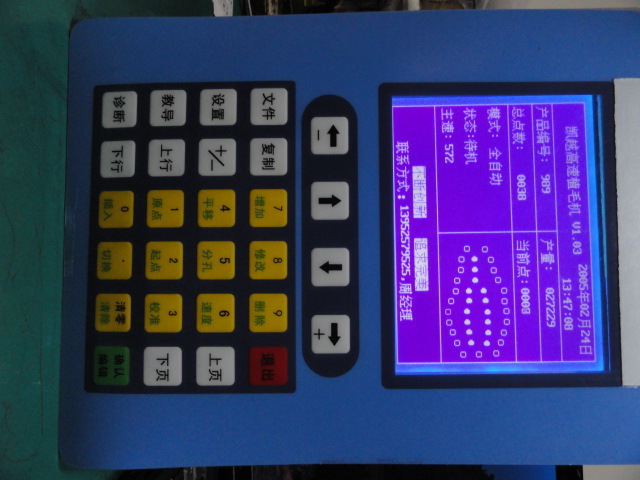
1.待機畫麵
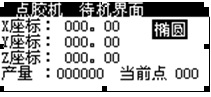
1)、按鍵說明:
F1鍵:進入教導界麵
F2鍵:設定‘產品編號’
F3鍵:進入輸入/輸出點測試
+/-鍵:手動位移快慢切換
。鍵:回原點
4鍵:回起點
5鍵:手動開關針頭閥,按一下針頭下壓,再按一下針頭抬起,輪流切換;
6鍵:手動開關膠,按下則出膠,抬起關膠;
0鍵:將當前座標清零,相當於設置軟件原點;
9鍵:將產量清零;
7鍵:進入加工狀態
8鍵:手動修改起點;
方法如下:將針頭對準所需起點位置,按‘8’鍵程序將自動先回原點,然後回起點並自動將座標保存到相應XYZ起點參數;
←鍵 :左移X軸位置
→鍵 :右移X軸位置
↑鍵:上移Y軸位置
↓鍵:下移Y軸位置
1鍵:下移Z軸位置
2鍵:上移Z軸位置
2)、按鈕說明:
IN5(接線板16腳)---開始按鈕:進入運行狀態
IN6(接線板15腳)---暫停按鈕:程序暫停 IN22(接線板27腳)-—手動出膠;
二、教導畫麵:
在待機畫麵,按‘F1’鍵進入教導畫麵:
如圖:

1)、按鍵說明:
F1鍵:進入常規參數設定;
F2鍵:選擇圖形類型,設定相關圖形數據;
F3鍵:位移到指定加工點位置;
+/-鍵:手動位移快慢切換,慢速為‘手動慢速’,快速位慢速的5倍;
0鍵:將當前座標清零
9鍵: 切換‘加工’和‘空移’狀態;‘1’為空移,‘0’為加工
3鍵:切換圓弧標志‘2’為圈弧起點,‘0’為一般數據,‘1’為橢圓標記,‘3’為打孔標記;
4鍵:刪除當前座標;
5鍵:插入當前座標;
6鍵:修改當前座標
8鍵:長按此鍵6秒,將當前文件刪除;
ENT鍵:在直線圖形方式,將當前點數據添加到文件,總點數自動加1,
PD鍵:下翻一個數據;
PU鍵:上翻一個數據;
←鍵:左移X--
→鍵:右移X++
↑鍵:前移Y--
↓鍵:後移Y++
1鍵:下移Z++;
2鍵:下移Z--;
三、運行畫麵
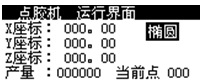
1)、按鍵說明:
F1:選擇‘產品編號’
F3:進入輸入/輸出點測試
+/-:手動位移快慢切換
。:回原點
0:將當前座標清零
4:回起點
5鍵:手動開關針頭閥,按一下針頭下壓,再按一下針頭抬起,輪流切換;
6鍵:手動開關膠,按下則出膠,抬起關膠;
下頁鍵:向下位移一個點位置;
上頁鍵:向上位移一個點位置;
2)、按鈕說明:
IN5---開始按鈕:進入運行狀態
IN6---暫停按鈕:程序暫停
3)、操作說明:
開始前請先按‘4’鍵回起點,選擇好文件編號,動作簡單流程為:1、開膠à2、走軌跡à3、關膠à回四、診斷:
在手動畫麵按‘F2’進入診斷畫麵,如圖:
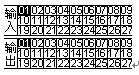
1、當有輸入時相應輸入點反白,如IN1感應則‘01’反白。
2、輸出由按鍵控制,1、2、3、4、5、6、7、8、對應相關輸出點,如按‘1’鍵則控制第一個輸出點且‘1’點反白,再按‘1’鍵恢復;要控制‘9—16’點,按‘ENTER’鍵讓輸入的‘27‘反白,按‘1’則輸出‘9’,以此類推。
3、按‘F3’鍵:進入密碼參數設定;
輸入‘200701;進入密碼界麵;
有以下參數:
每轉脈沖X:60000;
每轉脈沖Y:5000;
每轉脈沖Z:5000;
行程當量X:0158。00mm
行程當量Y:0010。00mm
行程當量Z:0005。00mm
備用參數:0000。00
備用參數:0000。00
備用參數:0000。00
備用參數:0000。0 0 五、其他說明:
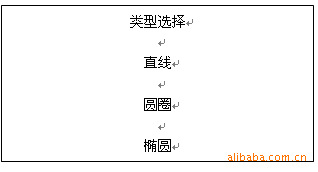
軌跡類型選擇,在教導畫麵
按F1鍵,進入如下界麵,用↑、↓鍵選擇加工軌跡類型,按ENTER鍵確認後進入所選類型的參數設置
1)、直線模式參數設置
進入如下界麵後,按↑、↓鍵將光標移至相應參數;按ENTER鍵進入參數設置;按PU、PD鍵選擇當前點號(最大點號為系統參數中的設置值);按0、1、2、3、4、5、6、7、8、9數字鍵編輯參數;按ENTER鍵確認輸入的參數,按ESC鍵推出設置。設置的坐標值均以起點為坐標原點。
X坐標:+0000•00 Y坐標:+0000•00 Z坐標:+0000•00 切點 1 0 當前點:+0000•00 |
備註:
在直線編輯模式下,先用上下鍵選擇要編輯的軸號,如‘X坐標’,按‘ENT’鍵進入編輯狀態,如:+0010•00,用數字鍵輸入相應的數字;再按‘ENT’鍵,退出編輯狀;+0010•00;
按‘3’鍵,切換,‘點’、‘圓弧’、‘橢圓’、‘打孔’等不同的狀態;
點:即此座標為一普通的點;
圓弧:表示改點為三點確定一圓弧的起點;
橢圓:表示位移到該點後,程序自動根據橢圓圖形庫的數據,加工一橢圓;
打孔:表示位移到該點後,程序自動根據‘Z打孔深度’,‘Z打孔速度’,打一個孔;
按‘。’鍵,切換,‘空行’、‘切割’等不同的狀態;
空行:表示重上一點快速位移到該點,速度為‘空移速度’;
切割:表示重上一點位移到該點,速度為‘運行速度’;
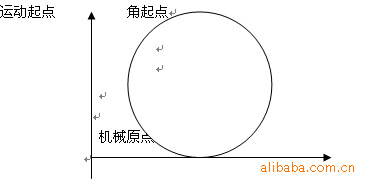
2)、圓圈模式參數設置
進入如下界麵後,按↑、↓鍵將光標移至相應參數;按ENTER鍵進入參數設置;按0、1、2、3、4、5、6、7、8、9數字鍵編輯參數;按ENTER鍵確認輸入的參數,按ESC鍵推出設置。設置的圓心坐標值以起點為坐標原點,起點在圓的左頂點,圓半徑既為圓心X坐標。角起點在圓的右頂點,圓起始角始終設為+0000•00,圓終止角按逆始終方向計算。
例如:加工一個半徑為50的整圓,以起點為坐標原點,設置好圓心的X、Y坐標,將圓終止角設為+0180•00,按開始加工鍵後從起點開始順時鐘運動。參數設置如下:
圓心X坐標:+0050•00 可不設 圓心Y坐標:+0000•00 可不設 圓半徑:+0050•00 X形程:+0000•00 備用參數:+0000•00
|
3)、橢圓模式參數設置
進入如下界麵後,按↑、↓鍵將光標移至相應參數;按ENTER鍵進入參數設置;按0、1、2、3、4、5、6、7、8、9數字鍵編輯參數;按ENTER鍵確認輸入的參數,按ESC鍵推出設置。設置的橢圓心坐標值以起點為坐標原點,起點在橢圓的下頂點,角起點在橢圓的右頂點。
橢圓心X坐標:+0000•00 橢圓心Y坐標:+0000•00 X方向半徑:+0000•00 Y方向半徑:+0000•00 圓弧減速:+0000•00
|
例如:加工一個X方向半徑為50、Y方向半徑為20的橢圓,以起點為坐標原點,設置好圓心的X、Y坐標,將起始角設為+0270•00,按開始加工鍵後從起點開始順時鐘運動。參數設置如下:
橢圓心X坐標:+0000•00 橢圓心Y坐標:+0020•00 X方向半徑:+0050•00 Y方向半徑:+0020•00 起始角:+0270•00
|

4)、系統參數設置
在教導界麵,按F1鍵進入系統參數設置(共有四頁參數),按PU、PD鍵換頁,按↑、↓鍵將光標移至相應參數;按ENTER鍵進入參數設置;按0、1、2、3、4、5、6、7、8、9數字鍵編輯參數;按ENTER鍵確認輸入的參數。
系統參數說明如下:
第一頁:
直線點數:最大直線加工點數
點膠延時:按加工開始鍵後,延時出膠的時間(毫秒)
出膠時間:00000
X起始位置:加工起點的X坐標(毫米,以機械原點為坐標原點)
Y起始位置:加工起點的X坐標(毫米,以機械原點為坐標原點)
第二頁:
起始速度:加工開始速度(毫米/秒)
加速度:從低速到高速的加速度(毫米/秒2)
運動速度:正常運動速度(毫米/秒)
回原速度:回機械圓點的速度(毫米/秒)
手動慢速:手工移動電機的速度(毫米/秒)
第三頁:
送料行程:暫沒用;
空移速度:空運行時的速度;
下針延時:暫不用;
抬針延時:暫不用;
重復次數:暫不用;
第四頁:
Z起始位置:加工起點的Z坐標(毫米,以機械原點為坐標原點)
X距陣數:00000用於距陣加工;
Y距陣數:00000用於距陣加工;
X距陣位移:0000。000 X方向上的間隔
Y距陣位移:0000。000 Y方向上的間隔
起點定位
1、在待機界麵按“F1”J鍵進入系統參數設置,設置適當“手動慢速”參數,按“ESC”鍵返回待幾界麵
2、在待機界麵按“。”鍵,回機械圓點
3、按“← → ↑ ↓”鍵移動X、Y軸電機,界麵上的X坐標、Y坐標會變化,人工將出膠頭對準起始位置,手工記錄此時的X、Y坐標值
4、進入系統參數設置,將記錄的X、Y坐標值分別設置為“X起始位置”、“Y起始位置”
手動加工
1、設置好系統參數,按ESC鍵退出到待機界麵
2、按F2進入選擇加工類型,按ENTER進入加工類型參數設置按ESC鍵退出到待機界麵
3、設置好相應加工類型參數,按ESC鍵退出到待機界麵
4、按“7”鍵,出現運行界麵
5、按F3鍵既開始加工
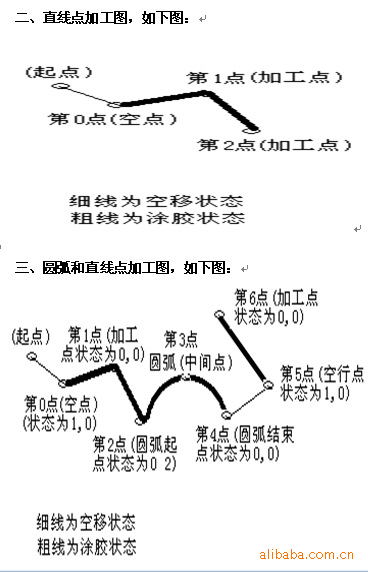
直線加工點教導
1、設置好系統參數,按ESC鍵退出到待機界麵
2、選擇直線加工模式,並推出到待機界麵
3、 按“← → ↑ ↓” 鍵移動X、Y軸電機,界麵上的X坐標、Y坐標會變化,按ENTER鍵,自動記錄該點坐標,同時,點號會相應加1,重復該步驟,
備註:
一、直線點分為幾種狀態:
普通點狀態à1:空點;
0:塗膠點;
此狀態由按鍵‘9’鍵切換
圓弧點狀態à0:普通點;
2:圓弧起點(圓弧一般有三點組成,圓弧起點,圓弧中間任意點,圓弧結束點);
此狀態由按鍵‘3’鍵切換
更多詳情請咨詢》》![]()


更多細節展示說明請點擊》》
![]()
聯 系 人:舒兆明 先生 (銷售部 經理) 和我聯系免費電話
電 話:86 0755 26085306
移動電話:13823723850
傳 真:86 0755 26463526
地 址:中國 廣東 深圳市南山區 桂廟路萬象新園A棟
公司主頁:http://wwwhengshunauto.com
http://hengshunauto.1688.com
最新報價請咨詢》》![]()
深圳市恒順鑫自動化科技有限公司是一傢自動化及行業設備的企業,是經國傢相關部門批準註冊的企業。主營驅動器、步進電機,控制器,機械設備。公司位於中國廣東深圳市南山區桂廟路萬象新園A棟。深圳市恒順鑫自動化科技有限公司本著“客戶第一,誠信至上”的原則,與多傢企業建立瞭長期的合作關系。熱誠歡迎各界朋友前來參觀、考察、洽談業務。![]()
![]()
關於售後更多問題請點擊》》



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




