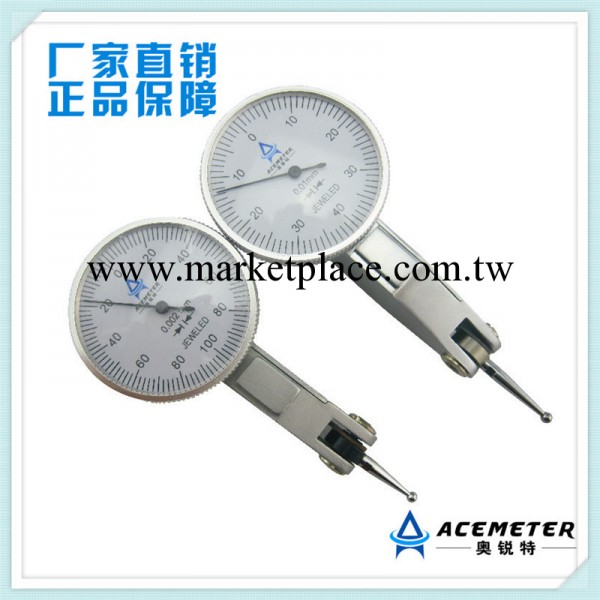




技術特性:
分辨率:英制:0001";0005 “;公制:0.002mm;0.01mm
帶鉆軸承
英制產品配 Φ3/8"直徑的夾持頭;公制產品配Φ8mm直徑夾持頭
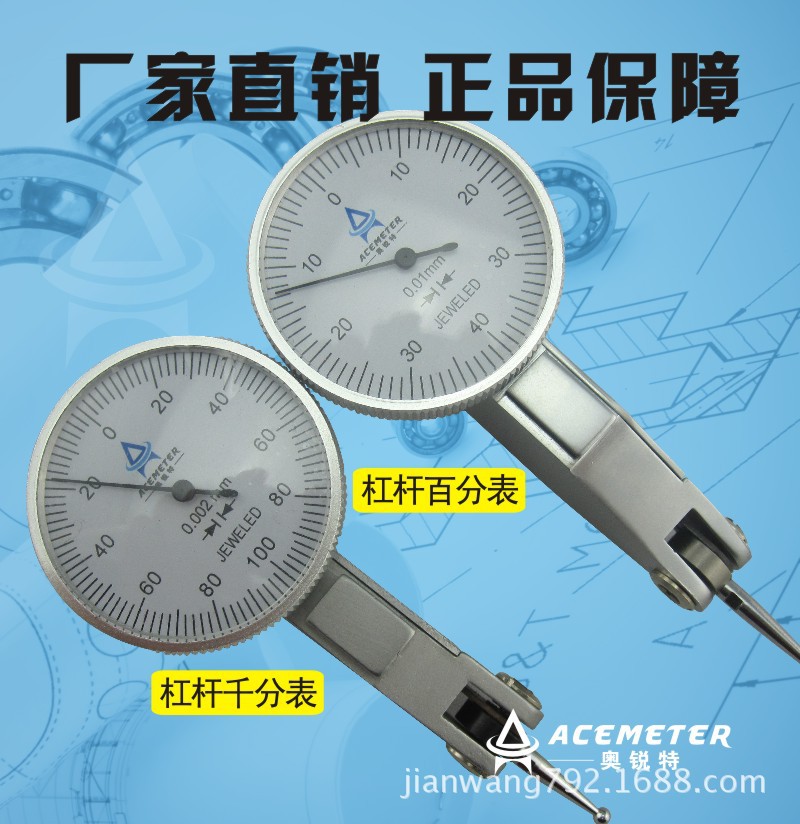
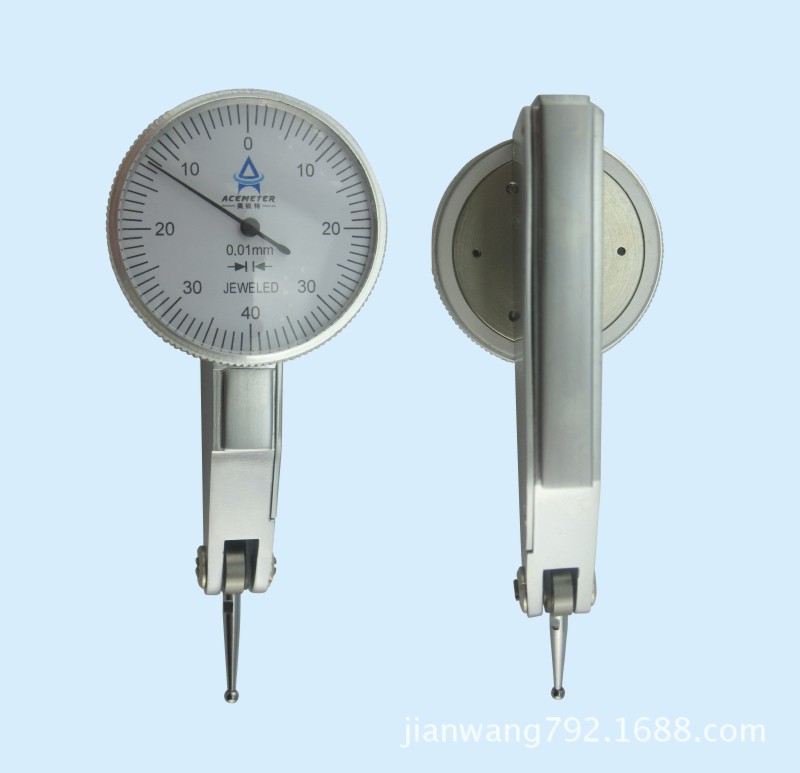
白色表盤黑色刻線和指針設計更易讀數
水平式和端麵式可選;公制產品有大表盤和小表盤可選
硬質合金測頭
標準配置
塑料盒包裝
量程 | 分辨率 | 表盤讀數 | 精度 | 單件貨號 | 套裝貨號 |
英制 |
|
|
|
|
|
008“ | 01“ | 0-40-0 | ±0001“ | GGQF5003-008-1 | GGQF5003-008-2 |
0.3“ | 0005“ | 0-100-0 | ±0005“ | GGBF5003-03-1 | GGBF5003-03-2 |
公制 |
|
|
|
|
|
0.2mm | 0.002mm | 0-100-0 | 0.004mm | GGQF5003-0.2-1 | GGQF5003-0.2-2 |
0.5mm | 0.01mm | 0-25-0 | 0.013mm | GGBF5003-0.5-1 | GGBF5003-0.5-2 |
0.8mm | 0.01mm | 0-45-0 | 0.013mm | GGBF5003-0.8-1 | GGBF5003-0.8-2 |
1.0mm | 0.01mm | 0-50-0 | 0.013mm | GGBF5003-.1-1 | GGBF5003-.1-2 |







1使用註意事項
1)千分表應固定在可靠的表架上,測量前必須檢查千分表是否夾牢,並多次提拉千分表測量桿與工件接觸,觀察其重復指示值是否相同。
2)測量時,不準用工件撞擊測頭,以免影響測量精度或撞壞千分表。為保持一定的起始測量力,測頭與工件接觸時,測量桿應有0.3~0.5mm的壓縮量。
3)測量桿上不要加油,以免油污進入表內,影響千分表的靈敏度。
4)千分表測量桿與被測工件表麵必須垂直,否則會產生誤差。
5)杠桿千分表的測量桿軸線與被測工件表麵的夾角愈小,誤差就愈小。如果由於測量需要,α角無法調小時(當α>15°),其測量結果應進行修正。從圖5-12可知,當平麵上升距離為α時,杠桿千分表擺動的距離為b,也就是杠桿千分表的讀數為b,因為b>α,所以指示讀數增大。具體修正計算式如下:
α=bcosa
例用杠桿千分表測量工件時,測量桿軸線與工件表麵夾角α為30°,測量讀數為0.048mm,求正確測量值。
解α=bcosa=0.048×cos30°=0.048×0.866=0.0416(mm)
杠桿千分表測桿軸線位置引起的測量誤差
2杠桿百分表體積較小,適合於零件上孔的軸心線與底平麵的平行度的檢查,如圖5-13所示。將工件底平麵放在平臺上,使測量頭與A端孔表麵接觸,左右慢慢移動表座,找出工件孔徑最底點,調整指針至零位,將表座慢慢向B端推進。也可以工件轉換方向,再使測量頭與B端孔表麵接觸,A、B兩端指針最底點和最高點在全程上讀數的最大差值,就是全部長度上的平行度誤差。
孔的軸心線與底平麵的平行度檢驗方法
3用杠桿百分表檢驗鍵槽的直線度時,在鍵槽上插入檢驗塊,將工件放在V形鐵上,百分表的測頭觸及檢驗塊表麵進行調整,使檢驗塊表麵與軸心線平行。調整好平行度後,將測頭接觸A端平麵,調整指針至零位,將表座慢慢向B端移動,在全程上檢驗。百分表在全程上讀數的最大代數差值,就是水平麵內的直線度誤差。
鍵槽直線度的檢驗方法
4檢驗車床主軸軸向竄動量時,在主軸錐孔內插入一根短錐檢驗棒,在檢驗棒中心孔放一顆鋼珠,將千分表固定在車床上,使千分表平測頭頂在鋼珠上,沿主軸軸線加一力F,旋轉主軸進行檢驗,千分表讀數的最大差值,就是主軸軸向竄動的誤差。
5車床主軸軸肩支承麵跳動的檢驗時,將千分表固定在車床上使其測頭頂在主軸軸肩支承麵靠近邊緣處,沿主軸軸線加一力F,旋轉主軸檢驗。千分表的最大讀數差值,就是主軸軸肩支承麵的跳動誤差。 主軸軸向竄動和軸肩支承麵跳動檢驗檢驗主軸的軸向竄動和軸肩支承麵跳動時外加一軸向力F,是為瞭消除主軸軸承軸向間隙對測量結果的影響。其大小一般等於1/2~1倍主軸重量。
6內外圓同軸度的檢驗,在排除內外圓本身的形狀誤差時,可用圓跳動量的來計算。以內孔為基準時,可把工件裝在兩頂尖的心軸上,用百分表或扛桿表檢驗。百分表(杠桿表)在工件轉一周的讀數,就是工件的圓跳動。以外圓為基準時,把工件放在V形鐵上,用杠桿表檢驗。這種方法可測量不能安裝在心軸上的工件。
在心軸上檢驗圓跳動圖5-17在V形鐵上檢驗圓跳動
7齒向準確度檢驗,將錐齒輪套入測量心軸,心軸裝夾於分度頭上,校正分度頭主軸使其處於準確的水平位置,然後在遊標高度尺上裝一杠桿百分表,用百分表找出測量心軸上母線的最高點,並調整零位,將遊標高度尺連同百分表降下一個心軸半徑尺寸,此時百分表的測頭零位正好處在錐齒輪的中心位置上。再用調好零位的百分表去測量齒輪處於水平方向的某一個齒麵,使該齒大小端的齒麵最高點都處在百分表的零位上。此時,該齒麵的延伸線與齒輪軸線重合。以後,隻須搖動分度盤依次進行分齒,並測量大小端讀數是否一致,若讀數一致,說明該齒側方向齒向精度是合格的,否則,該項精度有誤差。一側齒測量完畢後,將百分表測頭改成反方向,
用同樣的方法測量輪齒另一側的齒向精度,檢查齒向精度。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。