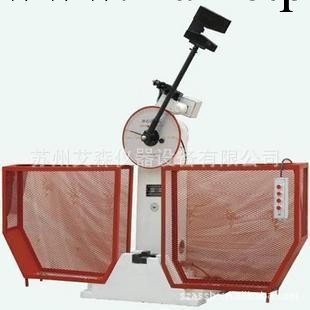




JB-300B擺錘式沖擊試驗機(懸臂梁)
一、產品綜述
(一)原理
本公司生產的JB-S300系列沖擊試驗機是嚴格按國標GB/T3808-2007《擺錘式沖擊試驗機》開發的產品,按國標GB/T229-1994《金屬夏比缺口沖擊試驗方法》對金屬材料進行沖擊試驗。
該產品的試驗原理是利用擺錘沖擊前位能與沖擊後剩餘位能之差在度盤上顯示出來的方式,得到所試驗式樣的吸收功。
(二)產品特點
該設備的工作原理是通過擺錘沖擊前與沖擊後的位能之差來檢測沖擊吸收功、材料的沖擊韌性。顯示方式為度盤指針顯示;該設備操作上采用半自動控制,在試驗過程中電動揚擺、沖擊、並可利用沖斷試樣後的剩餘的能量可實現自動揚擺。操作簡便,工作效率高,在連續做式樣的沖擊試驗時,更能體現其優越性。
(三)適用行業
本機適用於機械冶金,航空航天,大專院校、科研院所等各領域用於測量金屬材料的沖擊韌性值和金屬材料在動負荷下的抗沖擊能力。廣泛應用於科研單位。
(四)主要用途
主要對沖擊韌性較大的黑色金屬,特別是鑄件、鋼鐵及其合金進行吸收功和沖擊任性的試驗。
二.產品性能
(一)主要技術指標
1,最大沖擊能量: 150J 300J兩擋
2、度盤刻度范圍及分度值:
能量范圍 | 0~300J | 0~150J |
每小格分度值 | 2J | 1J |
3、擺錘力矩
擺錘沖擊能量 | 300J | 150J |
擺錘力矩 | 160.7695N.m | 80.3848N.m |
4、擺錘預揚角: 150°
5、擺錘中心至沖擊點(試驗中心)距離: 750mm
6、沖擊速度: 5.2m/s
7、式樣支座跨距: 40±1mm
8、式樣支座端部圓弧半徑: 1-1.5mm
9、式樣支座支撐麵傾角: 0°
10、沖擊刃圓弧半徑: 2-2.5mm
11、沖擊刃夾角: 30°
12、沖擊刃厚度: 16mm
13、式樣規格: 10×10×55mm
14、試驗機重量: 約450kg
15、試驗機外形尺寸: 2124*600*1340mm
16、電源: 三相四線制50HZ380V
17、主電機功率: 380v180W
(二)工作條件
a、室溫10-35ºC范圍內;
b、相對濕度不大於85%;
c、周圍無腐蝕性介質的環境中;
d、安裝在厚度不小於300mm的混凝土地基上或固定在大於880公斤的基礎上;
e、機座上安裝基準麵的水平度調到0.2/1000以內;
三、結構簡介
JB-300B沖擊試驗機由以下部分組成:(1)機身;(2)取擺機構;(3)掛脫擺`機構;(4)自動揚擺訊號裝置;(5)度盤指示;(6)擺錘;(7)防護裝置;(8)電氣控制部分.
四、標準配置
1、 主機:一臺。
2、 擺錘:規格,大擺300J、小擺150J。
3、 跨距樣板:規格,L=40。
4、 試樣對中塊:規格,L=40(V.U)型。
5、 拆卸器,沖擊試驗機專用工具。
6、 呆搬手:規格,S=30。
7、 六角扳手:規格,S=14。
8、 地角螺栓:規格,M16×300。一套四個裝在塔形螺母上。
9、 塔形螺母:四個
10、 鉗口(包括支架):數量,一付。備註,已裝在主機上。
五、安裝與試機
1、 拆箱清洗後,將試驗機移到預先作好的基礎上,用水平機調整機座水平至0.2:1000以內,灌水泥漿固定。待水泥完全凝固後緊固地腳螺釘並查看水平。
2、 檢查各部零件是否完整無損,轉動零件應靈活。
3、 接上三相四線制50赫,380伏電源。將按鈕盒的插銷插入插座。
4、 將隨即所配帶的安全護欄按外觀圖裝好。
5、 將按鈕盒的連接頭與機身上的插座可靠連接。
6、 接通電源,並將主機電源開關打開,指示燈亮。
7、把鈕子開關打在“開”處,按動“取擺”按鈕,電機應轉動,電磁離合器應吸合,擺錘應逆時針轉動(此時若發現擺錘順時針轉動,應立即切斷電源,改變電源相位)上升至定位位置後,電機應停轉,電磁離合器應脫開,擺錘靠自重掛在掛脫擺機構上。需要沖擊時,首先按動“退銷”按鈕使保險銷退回,然後再按動“沖擊”按鈕,閥用電磁鐵通電吸合,擺錘就落擺沖擊→自動揚擺→掛擺。當需要放擺時,按住“放擺”按鈕,電磁鐵斷電,保險銷退回;同時閥用電磁鐵和電磁離合器吸合,電機轉動,擺錘順時針方向回轉,當轉至鉛垂位置時,放開按鈕即可停擺。
8、每次沖擊完畢後將數值記錄,並將指針撥至滿量程處。
9、查空擊指針回零:擺錘位於垂直向下靜止位置時,調整撥子的位置,將指針指準300(150)J刻線,檢查水平後。經取擺、沖擊後(不放沖擊試樣)指針應指在0刻線處。
10、 摩擦損失的檢測
此為摩擦所致的能量損失的檢查。指針、撥針位置調好後,先按“取擺”按鈕,取擺→掛擺,再按“退銷”按鈕,然後按住“沖擊”按鈕(或鈕子開關撥向“關”),使擺錘來回空擺。當第一次擺到最高位置時,用手迅速地將指針撥回到標度盤的左極限位置,(註意不要觸及撥針和擺錘),待擺錘第二次重新將指針推到標度盤的右邊後,即可記下此時指針所指示的數值,兩次之差(第一次應為零)除以2,即為沖擊擺在一次擺動過程中消耗的摩擦阻力的能量,對於300焦耳擺錘能量損失不應大於1.5焦耳,對於150焦耳擺錘能量損失不大於0.75焦耳。
七、手控盒的使用
1、取擺:
接通總電源後將扭子開關置於“開”處;再按動1AN:“取擺”按鈕,接通主電機及電磁離合器,擺錘逆時針揚起,揚至最高位置後,觸動微動開關1WK,電機停轉,電磁離合器斷電保險銷伸出。
2、退銷:
放入試樣後,按動2AN“退銷”按鈕,電磁鐵斷電保險銷退回。
3、沖擊:
按動4AN“沖擊”按鈕,接通閥用電磁鐵,實現落錘沖擊。沖擊後,擺錘自動重新掛擺,準備下一次沖擊試驗。
4、放擺:
按住3AN“放擺”按鈕,擺錘自動緩慢回落,至鉛垂位置後,松開按鈕即可。
八、使用時註意事項
1、 使用時經空轉運行,以檢查機器是否正常。
2、 本機可選用300焦耳擺錘或150焦耳擺錘,更換擺錘時,需要先擰下主軸端部壓緊螺母,再用拆卸器松動需要換下的擺錘,更換上所需要的擺錘並重新擰緊主軸端部壓緊螺母即可(但重新調整跨距)。
3、 錘掛鉤與擺錘機構接觸長應為3-4mm左右為宜,(出廠時已調好,用戶不必再作調整)。若需調整,則移動掛鉤的位置。
4、 錘在揚擺過程中尚未掛於掛擺機構上時工作人員不得在擺錘擺動范圍內活動或工作,以免偶然斷電而發生危險。
5、 軸兩端軸承出廠時已加油,使用單位不必加油。經修理清洗後可加1、2滴縫紉機油或鐘表油。其餘動力軸承加凡士林或黃油。
6、 電磁離合器兩片間距離以1—1.5mm為宜。出廠時已調整好。使用單位不必再調整。
7、試驗完畢後,按住“放擺”按鈕,將擺錘落放至鉛垂位置時,松開“放擺”按鈕,將鈕子開關打在“關”處,再切斷電源。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。