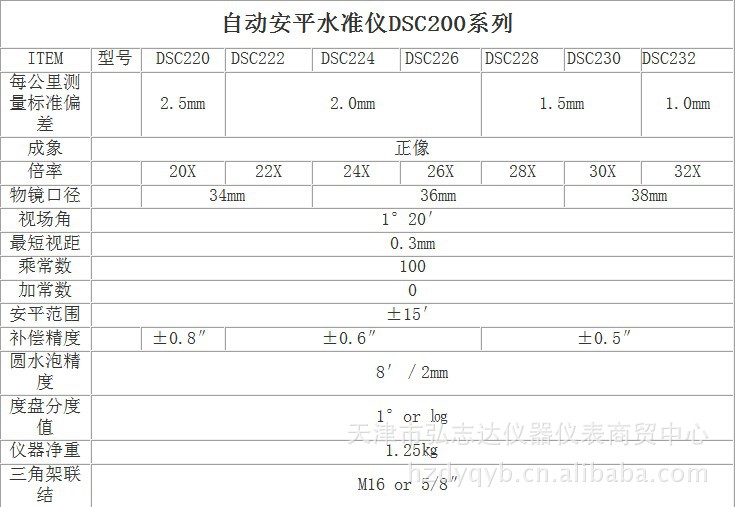
森氏水準機DS232產品介紹
一.參數介紹
本公司承諾:
1.本公司為森氏精密機器有限公司一級代理商。
DS232是森氏200系列中最簡單最先進的機器,使用自動安平自動補償技術,使
測量使用更加方便省力。
2.所售商品均享受七天包換,兩年包修終身維修。
3.所售水準機,經緯機,全站機,標線機,垂準機等測繪機器均帶對應配套的腳架。
4.所售水準機,經緯機,全站機,標線機,垂準機等測繪機器均享受在兩年保修期內均享受免費清洗機器服務。
5.另本公司還售標尺,塞尺,工程建築尺等測繪輔助機器,歡迎來電垂詢。
二.公司介紹
天津森氏精密機器有限公司,是美籍華人張森機先生創辦的,他以教育治國為己任、以科技強國為目的,經過數年的努力和追求,不斷推出新的測繪機器產品。公司自您開發出的DSG系列自動安平水準機,設計新穎,質量上乘,其專利技術“補償器互換機構”處於行業領先地位。大大方便瞭機器的調整、維修,受到廣大測繪專業人士的好評,成為國內各大公司首選推薦品牌。現已出口到美國、德國、印度等二十幾個國傢和地區。
三.水準機介紹
水準機的結構
根據水準測量的原理,水準機的主要作用是提供一條水平視線,並能照準水準尺進行讀數。因此,水準機構成主要有望遠鏡、水準器及基座三部分。
1.望遠鏡
DS232水準機望遠鏡主要由物鏡、目鏡、對光透鏡和十字絲分劃板所組成。物鏡和目鏡多采用復合透鏡組,十字絲劃板上刻有兩條互相垂直的長線,豎直的一條稱豎絲,橫的一條稱為中絲,是為瞭瞄準目標和談取讀數用的。在中絲的上下還對稱地刻有兩條與中絲平行的短橫線,是用來測定距離的,稱為視距絲。十字絲分劃板是由平板玻璃圓片制成的,平板玻璃片裝在分劃板座上,分劃板座固定在望遠鏡筒上。
十字絲交點與物鏡光心的連線,稱為視準軸或視線。水準測量是在視準軸水平時,用十字絲的中絲截取水準尺上的讀數。
對光凹透鏡可使不同距離的目標均能成像在十字絲乎麵上。再通過目鏡,便可看清同時放大瞭的十字絲和目標影像。從望遠鏡內所看到的目標影像的視角與肉眼直接觀察該目標的視角之比,稱為望遠鏡的放大率。DS232水準僅望遠鏡的放大率一般為32倍。
2.水準器:分為管水準器和圓水準器。
水準器是用來指示視準軸是否水平或機器豎軸是否豎直的裝置。有管水準器和圓水準器兩種。管水準器用來指示視準軸是否水平;圓水準器用來指示豎軸是否豎直。
(1)管水準器 又稱水準管,是一縱向內壁磨成圓弧形的玻璃管,管內裝酒精和乙醚的混合液,加熱融封冷卻後留有一個氣泡。由於氣泡較輕,故恒處於管內最高位置。
水準管上一般刻有間隔為2mm的分劃線,分劃線的中點0,稱為水準管零點。通過零點作水準管圓弧的切線,稱為水準管軸。當水準管的氣泡中點與水準管零點重合時,稱為氣泡居中;這時水準管軸工人處於水平位置。水準管圓弧2mm所對的圓心角稱為水準管分劃值。安裝在DS3級水準機上的水準管,其分劃值不大於20″/2m。
微傾式水準機在水準管的上方安裝一組符合棱鏡,通過符合棱鏡的反射作用,使氣泡兩端的像反映在望遠鏡旁的符合氣泡觀察窗中。若氣泡兩端的半像吻合時,就表示氣泡居中。若氣泡的半像錯開,則表示氣泡不居中,這時,應轉動微傾螺旋,使氣泡的半像吻合。
(2)圓水準器 圓水準器頂麵的內壁是球麵,其中有圓分劃圈,圓圈的中心為水準器的零點。通過零點的球麵法線為圓水準器軸線,當圓水準器氣泡居中時,該軸線處於豎直位置。當氣泡不居中時,氣泡中心偏移零點2mm,軸線所傾斜的角值,稱為圓水準器的分劃值,由於它的精度較低,故隻用於機器的概略整平。
(3)基座 基座的作用是文承機器的上部並與三腳架連接。它主要由軸座、腳螺旋、底板和三角壓板構成。
水準尺和尺墊
水準尺是水準測量時使用的標尺。其質量好壞直接影響水準測量的精度。因此,準尺需用不易變形且乾燥的優質木材制成; 要求尺長穩定,分劃準確。常用的水準尺有塔尺和雙麵尺兩種。塔尺多用於等外水準測量,其長度有2m和5m兩種,用兩節或三節套接在一起。尺的底部為零點,尺上黑白格相間,每格寬度為1cm,有的為0.5cm,每一米和分米處均有註記。雙麵水準尺多用於三、四等水準測量。其長度有2m和3m兩種,且兩根尺為一對。尺的兩麵均有刻劃,一麵為紅白相間稱紅麵尺;另—麵為黑白相間,稱黑麵尺(也稱主尺),兩麵的刻劃均為1cm,並在分米處註字。兩根尺的黑麵均由零開始;而紅麵,一根尺由4.687m開始至6.687m或7.687m,另一根由4.787m開始至6.787m或7.787m。
尺墊是在轉點放置水準尺用的,它用生鐵鑄成,一般為三角形,中央有一突起的半球體,下方有三個支腳。用時將支腳牢固地插入土中,以防下沉,上方突起的半球形頂點作為豎立水準尺和標志轉點之用。
水準機的使用
水準機的使用包括機器的安置、粗略整平、瞄準水準尺、精平和讀數等操作步驟。
一、安置水準機 打開三腳架並使高度適中,目估使架頭大致水平,檢查腳架腿是否安置穩固,腳架伸縮螺旋是否擰緊,然後打開機器箱取出水準機,置於三腳架頭上用連接螺旋將機器牢固地固連在三腳架頭上。
二、粗略整平 粗平是借助圓水準器的氣泡居中,使機器豎軸大致鉛垂,從而視準軸粗略水平。在整平的過程中,氣泡的移動方向與左手大拇指運動的方向—致。
三、瞄準水準尺 首先進行目鏡對光,即把望遠鏡對著明亮的背景,轉動目鏡對光螺旋,使十字絲清晰。再松開制動螺旋,轉動望遠鏡,用望遠鏡筒上的照門和準星瞄準水準尺,擰緊制動螺旋。然後從望遠鏡中觀察;轉動物鏡對光螺旋進行對光,使目標清晰,再轉動微動螺旋,使豎絲對準水準尺。 當眼睛在目鏡端上下微微移動時,若發現十字絲與目標影像有相對運動,這種現象稱為視差。產生視差的原因是目標成像的平麵和十字絲平麵不重合。由於視差的存在會影響到讀數的正確性,必須加以消除。消除的方法是重新仔細地進行物鏡對光,直到眼睛上下移動,讀數不變為止。此時,從目鏡端見到十字絲與目標的像都十分清晰。
四、精平與讀數 眼睛通過位於目鏡左方的符合氣泡觀察窗看水準管氣泡,右手轉動微傾螺旋,使氣泡兩端的像吻合,即表示水準機的視準軸已精確水平。這時,即可用十字絲的中絲在尺上讀數。現在的水準機多采用倒像望遠鏡,因此讀數時應從小往大,即從上往下讀。先估讀毫米數,然後報出全部讀數。 精平和讀數雖是兩項不同的操作步驟,但在水準測量的實施過程中,卻把兩項操作視為一個整體;即精平後再讀數,讀數後還要檢查管水準氣泡是否完全符合。隻有這樣,才能取得準確的讀數
水準測量的實施
當欲測的高程點距水準點較遠或高差很大時,就需要連續多次安置機器以測出兩點的高差。為測A、B點高差,在AB線路上增加1、2、3、4、……等中間點,將AB高差分成若乾個水準測站。其中間點僅起傳遞高程的作用,稱為轉點(Turning Point),簡寫為TP。轉點無固定標志,無需算出高程。顯然,每安置一次機器,便可測得一個高差。
水準測量的檢核
1.計算檢核 B點對A點的高差等於各轉點之間高差的代數和,也等於後視讀數之和減去前視讀數之和,因此,此式可用來作為計算的檢核。但計算檢核隻能檢查計算是否正確,不能檢核觀測和記錄時是否產生錯誤。
2.測站檢核 B點的高程是根據A點的已知高程和轉點之間的高差計算出來。若其中測錯任何一個高差,B點高程就不會正確。因此,對每一站的高差,都必須采取措施進行檢核測量。
1)變動機器高法:同一測站用兩次不同的機器高度,測得兩次高差以相互比較進行檢核。
2)雙麵尺法:機器高度不變,立在前視點和後視點上的水準尺分別用黑麵和紅麵各進行一次讀數,測得兩次高差,相互進行檢核。
3.成果檢核 測站檢核隻能檢核一個測站上是否存在錯誤或誤差超限。由於溫度、風力、大氣折光、尺墊下沉和機器下沉等到外界條件引起的誤差,尺瞭傾斜和估讀的誤差,以及水準機本身的誤差等,雖然在一個測站上反映不很明顯,但隨著測站數的增多使誤差積累,有時也會超過規定的限差。
1)附合水準路線檢核 2)閉合水準路線檢核 3)支水準路線檢核
水準測量的誤差
一、機器誤差
1.機器校正後的殘餘誤差 I角校正殘餘誤差,這種影響與距離成正比,隻要觀測時註意前、後視距離相等,可消除或減弱此項的影響。
2.水準尺誤差 由於水準尺刻劃不準確,尺長變化、彎曲等影響,水準尺必須經過檢驗才能使用。標尺的零點差可在一水準段中使測站為偶數的方法予以消除。
二、觀測誤差
1.水準管氣泡居中誤差 設水準管分劃值為τ″,居中誤差一般為±0.15τ″,采用符合式水準器時,氣泡居中精度可提高一倍。
2.讀數誤差 在水準尺上估讀毫米數的誤差,與人眼的分辨能力、望遠鏡的放大倍率以及視線長度有關。
3.視差影響 當視差存在時,十字絲平麵與水準尺影像不重合,若眼睛觀察的位置不同,便讀出不同的讀數,因而也會產生讀數誤差。
4.水準尺傾斜影響 水準尺傾斜將使尺上讀數增大。
三、外界條件的影響
1.機器下沉 由於機器下沉,使視線降低,從而引起高差誤差。采用“後、前、前、後”的觀測程序,可減弱其影響。
2.尺墊下沉 如果在轉點發生尺墊下沉,將使下一站後視讀數增大。采用往返觀測,取平均值的方法可以減弱其影響。
3.地球曲率及大氣折光影響
由於大氣折光,視線並非是水平,而是一條曲線,曲線的曲率半徑為地球半徑的7倍。 如果前視水準尺和後視水準尺到測站的距離相等,則在前視讀數和後視讀數中含有相同的 。這樣在高差中就沒有這誤差的影響瞭。因此,放測站時要爭取“前後視相等”
接近地麵的空氣溫度不均勻,所以空氣的密度也不均勻。光線在密度不勻的介質中沿曲線傳佈。這稱為“大氣折光”。總體上說,白天近地麵的空氣溫度高,密度低,彎曲的光線凹麵向上;晚上近地麵的空氣溫度低,密度高,彎曲的光線凹麵向下。接近地麵的溫度梯度大大氣折光的曲率大,由於空氣的溫度不同時刻不同的地方一直處於變動之中。所以很難描述折光的規律。對策是避免用接近地麵的視線工作,盡量抬高視線,用前後視等距的方法進行水準測量
除瞭規律性的大氣折光以外,還有不規律的部分:白天近地麵的空氣受熱膨脹而上升,較冷的空氣下降補充。因此,這裡的空氣處於頻繁的運動之中,形成不規則的湍流。湍流會使視線抖動,從而增加讀數誤差。對策是夏天中午一般不做水準測量。在沙地,水泥地……湍流強的地區,一般隻在上午10點之前作水準測量。高精度的水準測量也隻在上午10點之前進行。
4,溫度對機器的影響
溫度會引起機器的部件漲縮,從而可能引起視準軸的構件(物鏡,十字絲和調焦鏡)相對位置的變化,或者引起視準軸相對與水準管軸位置的變化。由於光學測量機器是精密機器,不大的位移量可能使軸線產生幾秒偏差,從而使測量結果的誤差增大。
不均勻的溫度對機器的性能影響尤其大。例如從前方或後方日光照射水準管,就能使氣泡“趨向太陽”——水準管軸的零位置改變瞭。 溫度的變化不僅引起大氣折光的變化,而且當烈日照射水準管時,由於水準管本身和管內液體溫度升高,氣泡向著溫度高的方向移動,影響機器水平,產生氣泡居中誤差,觀測時應註意撐傘遮陽。
公司資料:
聯系人: 王鶄 13751557660
郵 編: 300000
電 話 +86-022-27257580 傳 真:+86-022-27339821
網 址:http://hzdyqyb.cn.alibaba.com/
郵 箱: [email protected]


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。