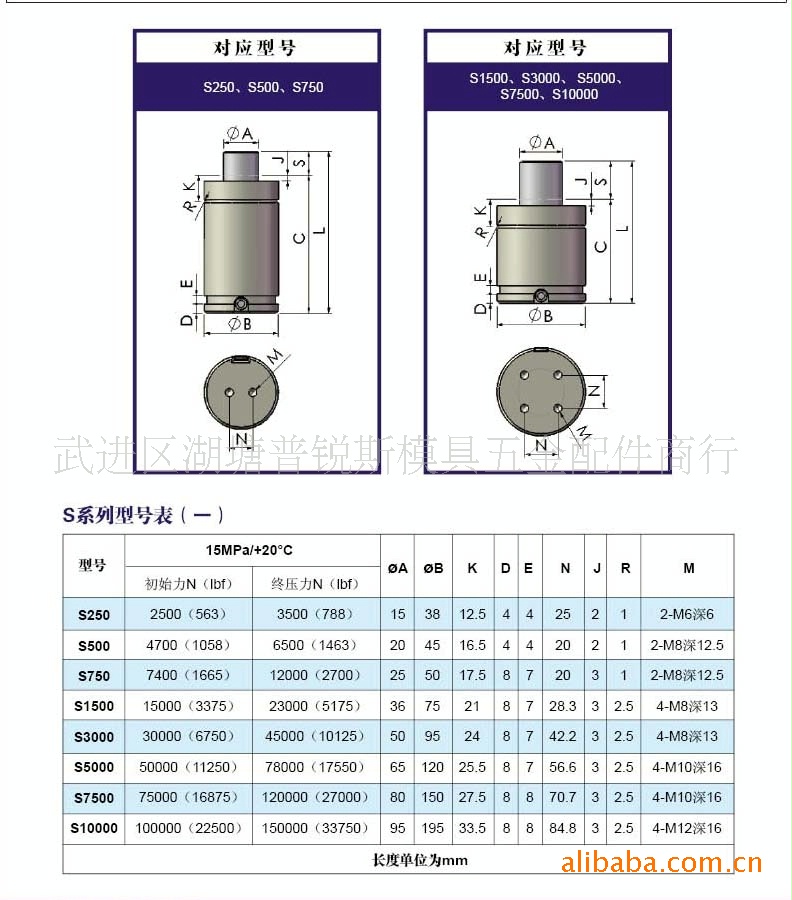
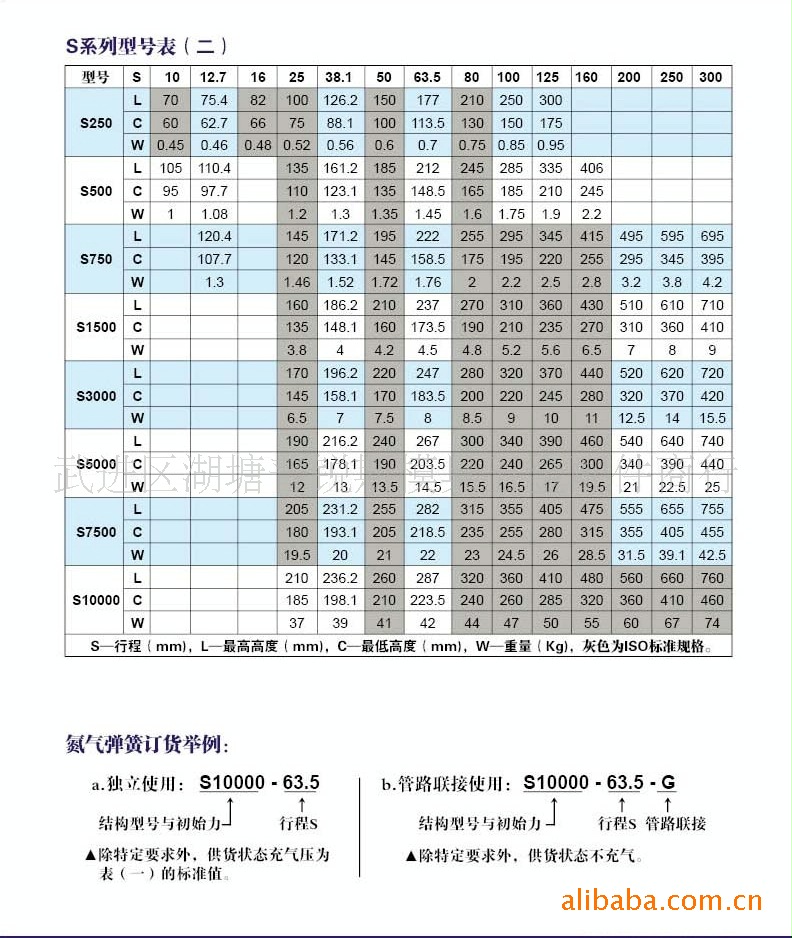
S系列是符合ISO11901標準的氮氣彈簧。可提供所有國際性汽車配件標準所需的規格,是可維修型。該類型可單隻獨立使用,也可用管路聯接多隻組成系統使用,而且彈壓力還可通過管路系統進行調節。該產品廣泛應用於金屬沖壓、成型、汽車制造、註塑模具、機械設備等領域。
如使用於管路系統中,在訂貨時需在型號的最後加“-G”的符號。
•壓力介質……………………………氮氣S系列產品
•最大充氣壓力…………………………15MPa
•最小充氣壓力…………………………5MPa
•單位溫度彈壓力增量…………………±0.3%/℃
•工作環境溫度…………………………0℃~+80℃
•最高沖壓頻率次數……………………100次/分(在20℃時)
•柱塞桿最大行程速度……………………≤0.8米/秒

安裝與使用:
模具專用氮氣彈簧為高壓密封制品,出廠前經過嚴格的檢查和測試,不允許有任何的氣體泄漏現象,因此要求用戶正確地安裝和使用,才能確保其安全可靠性和最佳的使用壽命。
1、當模具專用氮氣彈簧作為獨立部件使用時,安裝到模具中後,在使用壽命范圍內一般無須拆卸維修。
2、若將氮氣彈簧連成系統使用,一般需由經過專門訓練的人員或專業人員的指導,應特別註意在氣缸中的氮氣尚未完全釋放前,嚴禁拆卸或進行維修,以防意外事故發生。
3、在模具專用氮氣彈簧下端的螺釘主要起保護和加強密封作用,不得擅自拆卸和隨意敲擊。
4、推薦工作行程≤0.9×S(制造行程)。
5、被活塞桿上端頂壓的工件的其接觸麵與活塞桿的軸線的不垂直度應≤1°(即應保持垂直,嚴禁偏載)。
6、被活塞桿上端頂壓的工件的運動方向必須與活塞桿運動方向平行。
7、氮氣彈簧在被壓縮後,不要使活塞桿自由空回程,以免引起氮氣彈簧內部損壞。
8、註意保持活塞桿圓柱表麵的清潔,小心劃傷,嚴禁敲擊碰撞。
9、嚴禁將氮氣彈簧置於烈日下暴曬和高熱源環境中,最高允許溫度+80℃。(特制耐高溫氮氣彈簧例外)
10模具專用氮氣彈簧應存放在乾燥通風,無腐蝕性氣體環境中包裝存放;拆箱安裝後如長期不使用時可在外表麵塗抹油脂保護防腐。

氮氣彈簧行程選擇:
氮氣彈簧的行程應滿足沖壓工藝的要求,不同的沖壓工序,要求的行程大小都不一樣。沖裁分離工序,要求彈壓力大、行程小;拉延工序一般要求行程比較大,作為壓邊力功能的氮氣彈簧,要求氮氣彈簧的特性曲線比較平緩,在拉延過程中,壓邊力基本上變化不大,也就是彈壓力基本保持恒定;對於頂出、卸件,那就要求有足夠的力量和行程;在彎曲和翻邊工藝中,通常都要求起始力大,以便能壓住工件,防止工件在彎曲過程中產生側滑或移動,一般說來行程也要求比較大。不論哪一種情況,氮氣彈簧的總高度不要太高,以避免發生不穩定的現象,避免氮氣彈簧在模具上安裝時,結構過於復雜,增加工裝費用,如果將氮氣彈簧安裝在上模內,無論是頂件板或是壓邊圈,都必須留有間隙,以確保氮氣彈簧平穩地工作;有時為瞭安全起見,避免意外的情況發生,在設計選用氮氣彈簧時還考慮加大3-5毫米安全行程,從而保證氮氣長久正常地工作。
通常情況下加大3~5mm安全行程,以下是不同沖壓工藝特別介紹。
1、 沖裁:在分離工序中往往采用氮氣彈簧作為頂件、卸料用。頂件、卸料的行程都要比較小,根據工序要求的行程,通常有10mm便可滿足需要,但實際上我們在選用氮氣彈簧行程時,最好都要選擇20-30mm行程,這樣做方才合理,這樣有利於加長氮氣彈簧的使用壽命。總之,對沖裁氮氣彈簧的行程S選擇時建議在20mm以上。
2、 拉深:氮氣彈簧大多用於獲得壓邊力。常見使用的行程在4080mm,對於拉深----整形工序,一般氮氣彈簧的行程等於零件拉深度的質量,提高拉深件的尺寸精度,氮氣彈簧的行程應等於零件的高度加8~10mm,總之對拉深件選擇氮氣彈簧作壓邊力用,氮氣彈簧行程S就等於零件的高度加3~10mm。
3、 彎曲和翻邊:彎曲和翻邊一般要求比較大的氮氣彈簧行程,並在整個工作過程中施加彈壓力。以防止零件側滑或錯位。由於工藝需要,除瞭零件的高度外,需要加上10~20mm的裕量,在模具進行調整時,調整模具的預緊力。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。