




| 應用范圍:卷繞專用 | 品牌:Inovance/匯川 | 產品系列:MD330 |
| 型號:MD330NT5.5GB | 額定電壓:三相AC380(V) | 適配電機功率:5.5(kW) |
| 控制方式:電流矢量 | 供電電壓:低壓 | 電源相數:三相 |
| 輸出電壓調節方式:PWM控制 | 外型:塑殼 | 營銷方式:代理 |
| 額定電流:13.0(A) | 電源容量:8.9 KVA |
1 前言
近幾年我國的造紙業及印刷包裝行業取得瞭飛速的發展,麵臨著前所未有巨大機遇,但相對於世界先進的設備,也麵臨著巨大的挑戰。生產設備的生產能力非常強大,但我們的產品基本處於中低端市場。主要的原因是技術條件的限制。目前為至,大量的分切機上仍舊使用磁粉制動器來進行收放卷張力控制,限制瞭設備的運行速度,也浪費瞭能源,而且由於磁粉本身的使用壽命的原因,造成瞭故障率較高的情況。
匯川公司推出的匯川MD330張力控制變頻器,可以進行恒張力控制,並且可以控制張力錐度,保證收卷後各層形狀均勻,而且極大的提高瞭分切機的運行速度。
2 分切機介紹
分切機是一種將寬幅紙張或薄膜分切成多條窄幅材料的機械設備,常用於造紙機械及印刷包裝機械。分切機的簡易示意圖如圖1所示。
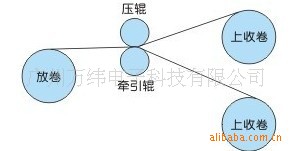
圖一
分切機的傳統控制方案是利用一臺大電機來來驅動收放卷的軸,在收放卷軸上加有磁粉離合器,通過調節磁粉離合器的電流來控制其所產生的阻力,來控制材料表麵的張力。
磁粉離合器及制動器是一種特殊的自動化執行元件,它是通過填充於工作間隙的磁粉傳遞扭矩,改變勵磁電流可以改變磁粉的磁性狀態,進而調節傳遞的扭矩。可用於從零開始到同步速度的無級調速,適用於高速段微調及中小功率的調速系統。還用於用調節電流的方法調節轉矩以保證卷繞過程中張力保持恒定的開卷或復卷張力控制系統。
其主要的特點是磁粉離合器作為一個阻力裝置,通過系統控制,來輸出一個直流電壓,控制磁粉離合器產生的阻力。主要的優勢是其為被動裝置,可以控制較小的張力。其主要的缺點是速度不能高,高速運行時易造成磁粉高速磨擦,產生高溫,造成磁粉離合器發熱進而縮短其壽命。
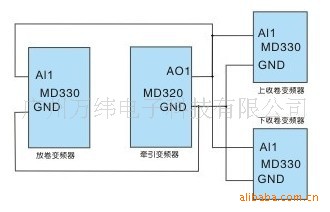
3 匯川變頻器在分切機上的控制框圖:
方案說明:
使用匯川MD320通用變頻器驅動壓輥,控制分切機的運行速度,它可以工作在開環矢量工作方式。主速度一般可以用電位器來調整。AO1端口作為運行頻率的輸出,作為放卷變頻器、上、下收卷變頻器的線速度給定。放卷變頻器及收卷變頻器要使用匯川張力專用變頻器MD330。此三種變頻器均需要工作在閉環矢量方式,工作在張力開環模式。
匯川MD330變頻器是一種可以實現恒張力控制的變頻器,可以通過變頻器內部的計算,獲得材料的卷徑,通過控制變頻器的輸出轉矩來獲得恒張力控制。匯川變頻器可以通過設置系統慣量補償、摩擦補償及材料慣量補償可以補償由於系統慣量、磨擦阻力及材料慣量引起的起動或加速過程中速度不均勻的情況,獲得非常平穩的張力控制效果。方案簡易,調試簡單。而且恒張力控制基本不受速度的影響,可以實現高速分切。
圖二
因為矢量控制變頻器的轉矩控制精度為額定轉矩的5%以上,所以當控制的張力過小時,在空卷時變頻器應輸出小的轉矩,比較困難。
參數配置情況:
主驅動變頻器(MD320):
F0-01:0(無速度傳感器矢量控制)
F0-02:1(端子命令)
F0-04:2(AI1輸入)
F5-11:(後級變頻器輸入和驅動變頻器輸入頻率相除)其它參數均為出廠默認值。
放卷變頻器(MD330):
FH-00(張力控制模式):1(張力開環方式)
FH-01(卷曲控制模式):1(放卷模式)
FH-03(機械傳動比):按實際情況輸入,此值為電機軸轉速/收卷軸轉速
FH-04(張力設定源):2(AI2)
FH-06(最大張力):根據實際情況設置
FH-10(卷徑計算方法選擇):0:通過線速度計算
FH-12(卷軸直徑):實際值
FH-13(初始卷徑源):0(FH-12~FH-15設定)
FH-27(線速度輸入源):1(AI1)
FH-28(最大線速度):實際值
FH-33(機械慣量補償系數):實際值
收卷變頻器(MD330):
FH-00(張力控制模式):1(張力開環方式)
FH-01(卷曲控制模式):0(收卷模式)
FH-03(機械傳動比):按實際情況輸入,此值為電機軸轉速/收卷軸轉速
FH-04(張力設定源):2(AI2)
FH-06(最大張力):根據實際情況設置
FH-10(卷徑計算方法選擇):0:通過線速度計算
FH-12(卷軸直徑):實際值
FH-13(初始卷徑源):0(FH-12~FH-15設定)
FH-27(線速度輸入源):1(AI1)
FH-28(最大線速度):實際值
FH-33(機械慣量補償系數):實際值
調試情況說明:
利用匯川變頻器作分切機控制時,建議使用電機直接拖動主軸的方式而無需安裝減速裝置。主要原因是變頻器控制張力時控制量最終為變頻器的輸出轉矩,轉矩為張力與卷徑的乘積,在空卷時,輸出轉矩為最小。如果減速比為N,折算到變頻器上轉矩為轉矩/N,若小於電機額定轉矩的5%,則控制的不夠準確。
在調試時,首先將收放卷的三個變頻器的閉環矢量方式調試正常,否則沒法完成後續的轉矩控制。在此過程中,最常遇到的問題是編碼器信號沒有輸入、旋轉編碼器 A、B方向接反、編碼器脈沖數輸入不正確。這幾種問題的表現形式主要是運行速度和輸入速度偏差較大或者電機低速蠕動而且運行電流與實際空載電流相差較大。
放卷控制中變頻器實際上隻是提供一個反向的拉緊力,所以其控制精度要求不高。調試相對簡單。關於零速時的反向拉緊,匯川變頻器可以提供兩種選擇,一個是允許反向拉緊功能,表現形式是在零速時若運行命令沒有撤掉,則變頻器可控制電機一直將材料拉緊,避免剛開始運行時由於材料松馳而造成的速度沖擊,將材料拉斷。另外一種選擇為不允許反向收緊,在零速時若運行命令沒有撤掉,則變頻器沒有力矩輸出。材料可能會松馳,但可避免斷料時的飛車情況。
收卷變頻器工作在轉矩控制模式,在加減速過程中,需要提供額外的轉矩用於克服系統的轉動慣量。如果不加補償,則會出現收卷過程中張力偏小減速過程中張力偏大的現象。如果起動時出現張力變小,則增加系統慣量補償系數。磨擦補償主要是克服在整個運行過程中由於系統存在的磨擦力對張力的影響,可通過調節磨擦補償系數來完成。正常運行時材料張力若小於設定張力,則將摩擦補償系數增大。另外需要補償的是卷軸上材料所產生的轉動慣量,通過設定材料的密度及寬度,匯川變頻器可計算出當前材料的轉動慣量。調試時合適設定張力錐度,可以控制材料的卷曲質量,避免外緊內松的情況發生。
很多情況下卷徑的獲得是統過線速計算法來獲得的,而卷徑又是計算輸出轉矩的直接的因素,所以正確設定最大線速度是非常關鍵的。調試時可以通過驗證變頻器顯示的當前卷徑和實際卷徑,來判斷所設最大線速度是否正確。若顯示的當前卷徑大於實際卷徑,則表明所設的最大線速度偏大。
通過設定以上的幾個補償量,可以有效的改變系統慣量對加減的影響。設定合適的張力,可以達到比較好的收卷控制.
結束語
因為用變頻器來控制分切機的收放卷控制克服瞭磁粉固有的弱點,使得高速分切的控制成為瞭現實,而且大大提高瞭設備的可靠性,從成本上並沒有過多的增加,所以越來越多的客戶開始采用變頻器來實現分切機控制。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




