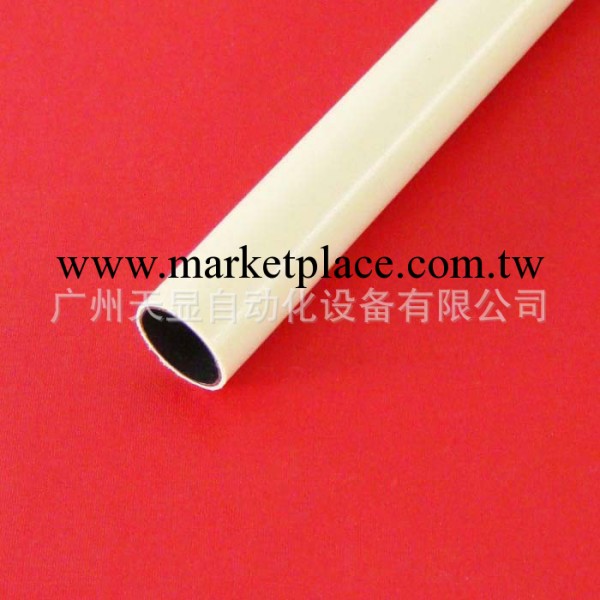




| 材質:鋼塑 | 公稱外徑:28(mm) | 壁厚:1.2(mm) |
| 規格:∮28*1.2mm | 管道厚度:1.2 | 管道口徑:28 |
線棒
--------------------------------------------------------------------------------------------------------------------------

線棒(也稱為覆塑管),是帶有塑料樹脂塗層的焊接鋼管,為防止塗層與鋼管分離,它們之間使用特殊的粘合劑粘接。鋼管的內壁為防腐蝕的塗層,標準準的線棒材料直徑為28mm,鋼管壁厚1.0mm。線棒產品是由管件和聯結件組成的一種模塊化系統,可以將任何創造性的想法轉換成一種個性化的切合實際的結構,並且制造極其簡單和迅速、低成本。有瞭線棒產品的管件和聯結件,隻需要您的想象,您就可以搭建。它不單單隻是容易,並且十分有趣。線棒產品系統任何人都可以設計和安裝、可以設計成任意尺寸,同時非常輕巧和易於搬運。線棒類柔性系統最早起源於日本豐田汽車公司的精益生產概念,由日本失崎化工株式會社開發而成。後來北美汽車公司花瞭 1,600 萬元來研究 線棒產品並在汽車業內的應用,並將其作為汽車廠內的一種標準的精益物流產品系統。目前這些系統在全球市場中得到公認。
線棒的特點
1. 簡易性:線棒產品使用的是易於理解的最簡單的工業生產概念,線棒產品的器具除瞭負載方麵的說明外,它不用去考慮太多的精確數據和結構規則。生產線工人都根據自己的工位狀況自行設計和制造線棒式產品。
2. 柔性化:通過簡單的設計,精益物料處理系統的生產具有良好的柔性,就象線棒產品器具,它允許你根據自己的特殊需要來設計、建造和調整。

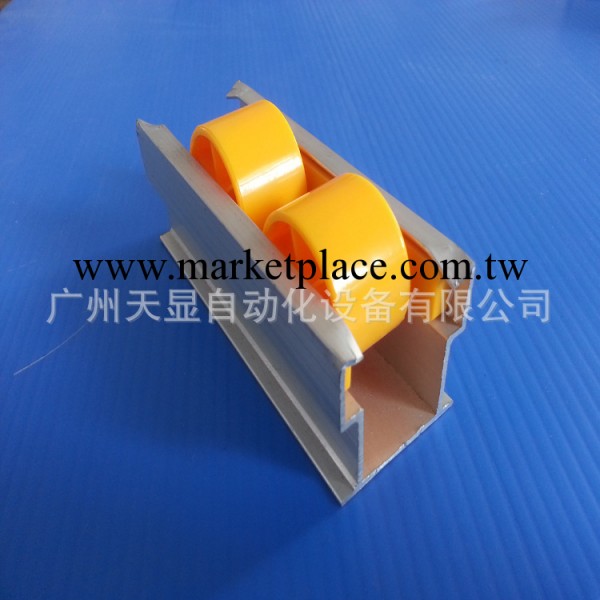
3. 線棒連接件
靈活多變:由於現代生產產品的多樣化,需要不斷地改變物流工位器具,並在生產過程中不斷地調整。積木式的組件幾乎可以構建成各類中、輕質工位器具。變革是在所難免的,線棒產品的標準組件使你的修改變得十分容易,可適應現場不斷變化的工藝。
4. 符合IT 生產方式:由於現代生產產品的多樣化,需要不斷地改變物流工位器具,並在生產過程中不斷地調整。積木式的組件幾乎可以構建成各類中、輕質工位器具。變革是在所難免的,線棒產品的標準組件使你的修改變得十分容易,可適應現場不斷變化的工藝。
5. 改善工作環境:線棒產品除瞭可以減少取放零件和工具所需要的時間和必要的移動外,還可以幫助你降低在工作場所受傷的風險,因為線棒產品的主要組件外層包敷著塑料。
6. 可擴展性:線棒產品系統可通過不同產品的需要,設計出新的能和原精益料架配套的配件,增加不同的生產方式或不同工位的用途。
7. 可重復使用:線棒產品的配件是可重復循環使用的,當一個產品或一道工序的生命周期結束時,可通過改變線棒產品的結構,用原有的配件重新組裝去適應新的要求。
8. 符合人體工程學:由於線棒產品器具的簡單可調性,可方便調整線棒產品器具的取放高度,使每一個操作者處於最佳的工作位置上。
9. 持續改進:線棒產品系統能夠引發廣大員工的革新和創新意識,其最好的結果是使產品和工序得到持續的改善。這一點與很多公司鼓勵員工創新的理念相吻合。
線棒設計的要點
--------------------------------------------------------------------------------------------------------------------------

線棒產品
- 在設計時需要考慮載重量,可通過增加支點、聯結件以及並行使用雙根覆塑管來增加強度。
- 設計結構時,確認主要載荷是直接作用在管件上而不是作用與聯結件上。
- 水平距離最大每隔600mm,須有與地麵垂直的立柱支撐,而且每隔1200mm,垂直立柱應該直接到地。如是帶腳輪的產品,底架應為雙桿並行結構。
- 水平距離600mm,單根線棒和滑道的安全承重為30kg 。
- 一根整體的覆塑要比由夾頭串接起來的幾根覆塑管強度要強,所以在覆塑管選用時,受力的桿必須為整根,連接桿可以為分段。
- 滑移貨架每列的寬度(中心距)為所放置的周轉箱寬度+60mm;每層的高度為所放置的周轉箱高度+50mm 。
- 滑道傾斜角度的確定,一般滑道的傾斜角為5~8度,在放置精密物料、重型物料和周轉箱底部比較光滑時,傾斜角應該小一些。
- 設計線棒產品時應該詳細考慮使用情況,如果不需要移動,盡量不要設計成帶腳輪的產品。
線棒組裝原則
--------------------------------------------------------------------------------------------------------------------------
線棒組裝常用工具

先裝側片與底片後裝連接桿
- 先裝承重桿後裝連接桿
- 先裝二端後裝中間
- 所有夾頭與塑管之間均按設計要求安裝到位
- 確保每顆夾頭螺絲擰緊到位
- 不能用硬錘敲打塑管與夾頭
- 裝立柱時要保證垂直於地麵,以免整個線棒架受力不均勻從而造成破壞
- 註意:切割覆塑管時註意塑管切割變形
- 可能有特殊用途構件,如插片框、掛鉤等,需要進行加工配置
線棒性能
1、使用環境:
線棒系列產品在沒有特定的說明條件下隻能在室內使用。
2、溫度范圍:
正常使用環境的溫度為—10℃到50℃(15到120華氏度);需要註意的是覆塑管在溫度達到88℃(190華氏度)時,ASA塑料樹脂層會開始變形。
3、抗化學性能:
物質 | PROSTEEL覆塑管 | 各種夾頭 |
堿性物質 | ○ | ○ |
酸性物質 | ○ | × |
油脂 | ○ | ○ |
酒精 | × | ○ |
機油 | ▲ | ○ |
苯/** | × | ○ |
備註:○:良好;▲:一般; ×:差
如不能保證料遠離各種化學物質和油類,請用部分覆塑管和夾頭的樣品做一個接觸性實驗。如果沒有問題的話,才能繼續實驗和使用。如須長時間地接觸這類物品,一定要定時檢查,以避免任何不良的接觸影響。
線棒生工藝介紹
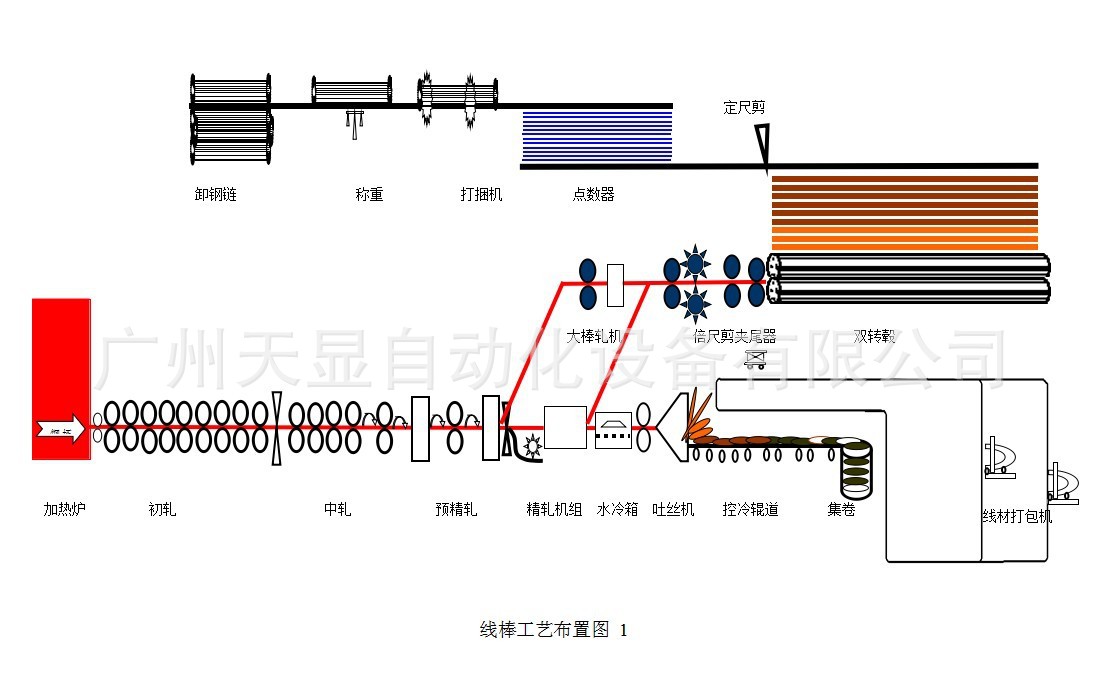
線棒工藝圖1介紹:
線棒工藝佈置圖1 作業區為線棒材復合生產線,其中線材生產線是國內最早引進的現代化高速線材生產線之一,其軋機關鍵設備從德國德馬克公司引進,電控系統從瑞典ABB公司成套引進。2001年底,酒鋼公司又在原高線廠房成品跨增加大規格直條棒材精軋機、棒材高速上料系統及精整設備,使其成為即具備盤卷線材生產能力,又具備直條棒材生產能力的線棒復合生產線。新建的棒材生產線關鍵設備達到世界領先水平,是國內第一條速度超過30m/s的單線棒材生產線,其主要機械設備由意大利西馬克公司引進,電控系統從德國西門子公司引進。一高線具有線、棒材共50萬噸的年設計生產能力,其中高速棒材產能30萬噸,高速線材產能20萬噸,棒材捆重4噸,線材卷重1噸,目前已達到60萬噸的能力,可進行線材和棒材的交替生產,以滿足不同用戶的需求。
線棒工藝佈置圖1采用大斷麵連鑄方坯,一火成材,大壓縮率使組織均勻、致密,先進的自動張力控制和多活套無張力控制保證瞭軋件通條尺寸均勻,線材精軋機組采用大輥徑碳化鎢輥環,產品表麵光潔美觀,精軋前、精軋內和精軋後都采取瞭有效的軋件水冷措施,產品理化性能得以合理控制,其優良的加工使用性能得到瞭用戶的一致好評。目前一高線可生產普通碳素鋼、焊接用鋼、中高碳鋼和合金結構鋼五大類鋼鐘,這些鋼種都具有成熟的生產工藝和質量控制手段,投放市場以來深受用戶的歡迎。
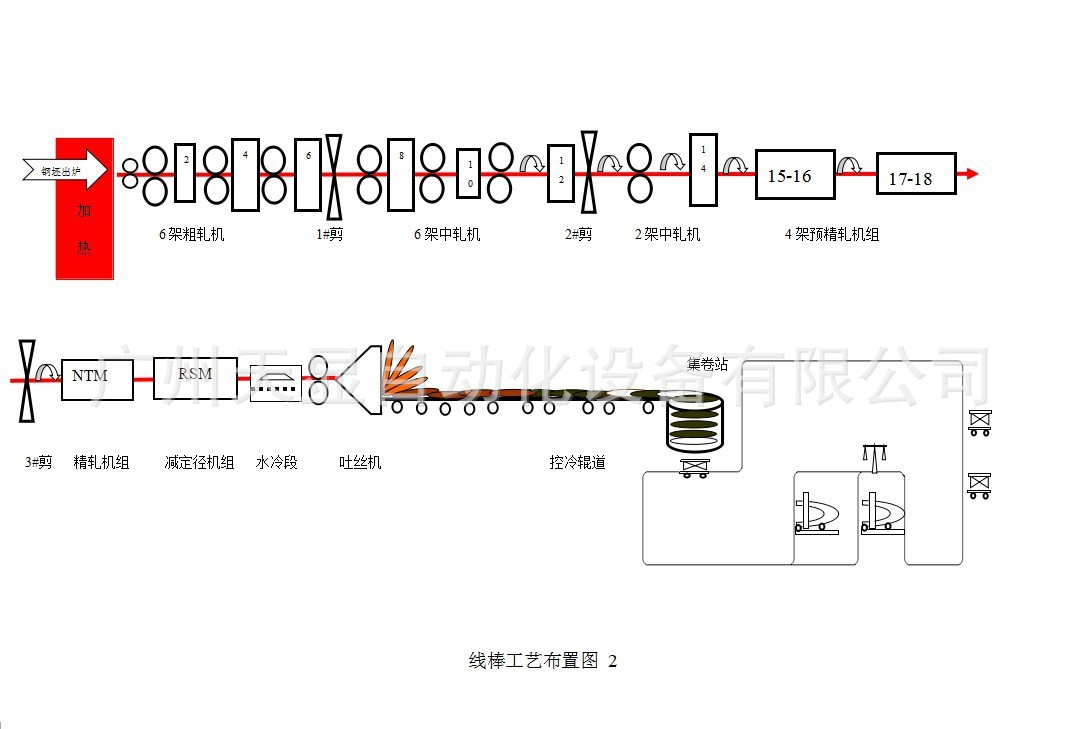
線棒工藝圖2介紹:
線棒工藝圖2作業區,是酒鋼公司依據總體發展戰略規劃新建的一條高速線材生產線,以生產高附加值優質線材產品為主。二高線貫徹瞭酒鋼建設“短、平、快”項目的原則,采用當今世界最為先進、成熟、可靠的工藝和設備,主要軋機設備由美國摩根公司引進,電控系統從德國西門子公司引進。二高線設計年產量40萬噸,線材卷重2噸。目前已達到60萬噸的年產能,生產鋼種有優質碳素鋼、焊絲鋼、焊條鋼、冷鐓鋼和普通碳素鋼盤條。
線棒工藝圖2采用短流程熱裝工藝,加熱爐為步進梁蓄熱式加熱爐,使用純高爐煤氣及熱送熱裝工藝,充分利用低熱值能源,從而達到高效節能的生產要求。從預精軋開始全部采用碳化物輥環,配合微張力及活套控制,從而保證瞭產品尺寸的高精度,通條均勻性和良好的表麵質量。粗中軋機采用瞭高剛度軋機,嚴格控制各道次的軋件斷麵尺寸,預精軋、精軋軋機均采用無扭軋制技術,既可保證線材表麵質量,又可消除因扭轉軋制引起的生產事故,減定徑軋機選用V型結構無扭機組,設備重心低、機組穩定性高,可實現低溫軋制要求,同時采用一套多種來料的簡單孔型系列以達到尺寸高精度和“自由規格”的軋制能力。打包機為瑞典SUND/BIRSTA公司制造,使用線材和鋼帶兩種打包方式,可保證良好的打包質量。全線設有三段水冷箱和延遲型斯太爾摩控制冷卻線,散卷冷卻設有風向分配裝置,可根據生產品種靈活調整散卷冷速,從而獲得高性能的產品。
依照您的需求 訂製出最合適您的料架:



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。