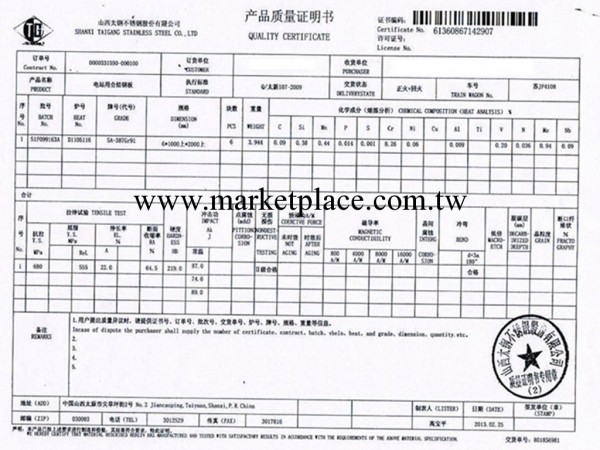




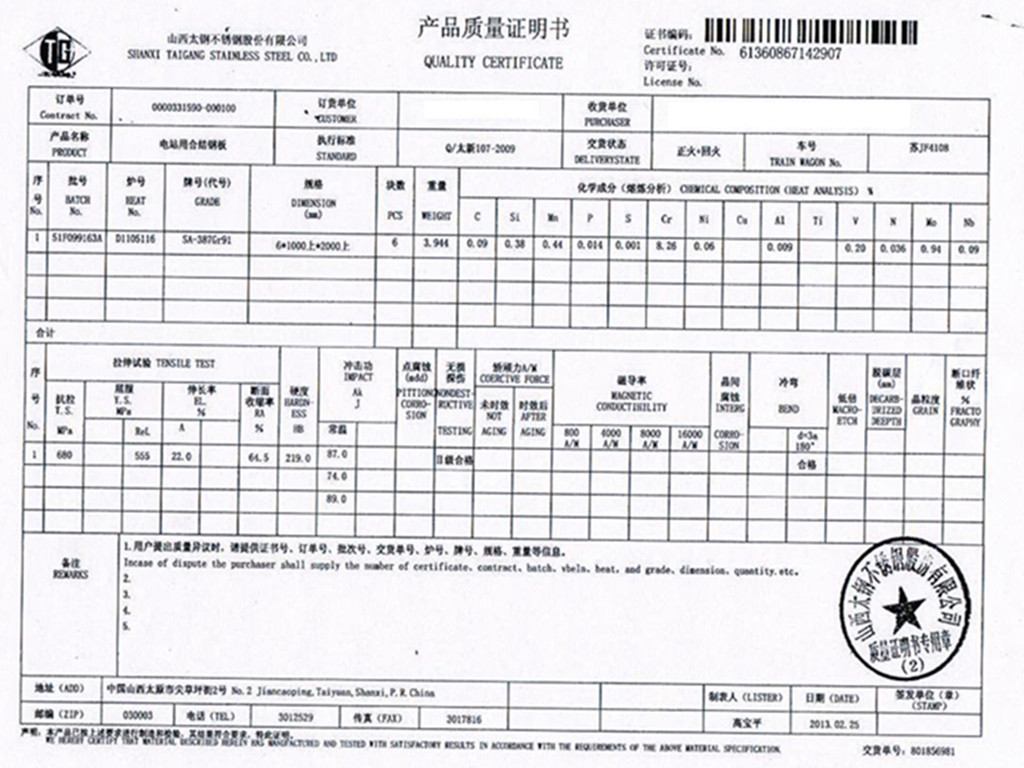
| 材質:P91 | 產地/廠傢:寶鋼,太鋼 | 倉庫:無錫新區城南路205庫 |
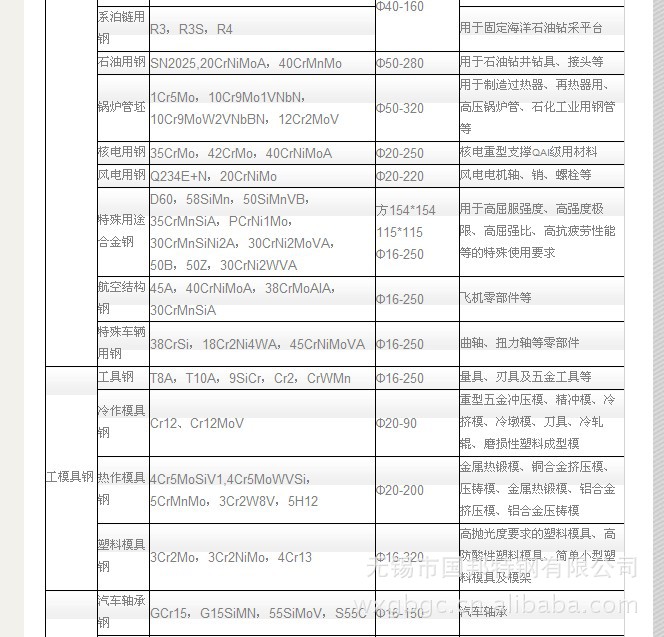
| 統一單位換算:0|28800.00000 | 品名:耐熱合金鋼板 | 交貨狀態:正貨+回火 |
| 執行標準:Q/太新107-2009 | 硬度和抗拉(MPa):219HB,680MPa |
【正品/標準】太鋼T91合金鋼板,無錫SA-S87Gr91電建容器板 【正品/標準】太鋼T91合金鋼板,無錫SA-S87Gr91電建容器板
----現貨供應商:無錫市國邦特鋼有限公司 050-85368969 0510-85368979 鄧丁一
T91/P91鋼簡介 隨著電力工業的迅速發展,高參數、大容量機組不斷湧現,對鋼管材料的高溫蠕變性能和抗應力腐蝕等性:能提出更高要求。為此,世界主要的工業發達國傢進行瞭大量研究,先後開發出系列新型鐵索體型耐熱鋼,並成功地用於大容量火力發電機組,其中高CT型9Cr1 M oVNbN耐熱鋼即為T91/P91鋼。 20 世紀70年代美國在試驗室改進原有的9Cr1 Mo鋼,80年代初確定改良型鋼為T91/P91鋼,接著1983年T91/P91鋼獲美國ASME認可。80年代末德國從F12鋼轉向使用 T9l/P91鋼,90年代初日本大力推廣T91/P91鋼。目前世界主要生產鍋爐管和大直徑厚罐管的鋼廠,均已完成瞭T91/P91鋼工業化生產研究,其中日本、德國、法國等國傢的鍘廠已向全世界供應T91/P9l鋼管。我國於1987年引進該鋼種並在電廠應用。該鋼的國產化工作已由冶金部部署實施。 T91/P91鋼被高參數火力發電機組廣泛應用,是因為該鋼種的使用性能具有以下優點:①與不銹鋼相比,該鋼具有低的熱膨脹系數和良好的導熱性。②該鍘具有較高的室溫抗拉強度,δb最高達770MPa,而且塑性也較好。③該鋼的沖擊韌度和材料脆性轉變溫度明顯優於同類X20和EMl2鋼。④該鋼具有更高的高溫持久強度和許用應力,在550℃高溫經過105h運行後的高溫持久強度是T22鋼的2倍,在540~610℃內的許用應力明顯高於T22、TP304H和X20鋼。⑤該鋼具有良好的整管彎曲加工性能。⑥該鋼的高溫疲勞性能優於T22和TP304H鋼,高溫抗氧化性能也遠高於T22鋼。 三、T91/P91鋼的焊接性 T91/P91 鋼是在9Cr1 Mo鋼的基礎上,采用純凈化、細晶化冶金技術,以及微合金化和控軋、控冷等工藝,開發出的新一代中合金耐熱鋼。從化學成分上看(見表1),T91/P91 鋼中C、S、P含量降低瞭,並用V、Nb、N元素微合金化;從力學性能上看(見表2),T9 1/P91鋼的強度和韌性改善瞭。這是由於該鋼的強化機理與老鋼種有原則的不同,即除瞭固溶和沉淀強化外,還通過微合金化、控軋、形變熱處理及控冷獲得高密度位錯和高度細化晶粒的結果。該鋼的供貨狀態為正火+回火 (730~760℃),顯微組織是回火馬氏體。




(1)焊接裂紋敏感性。鋼中合金元素種類多,總含量達10%左右,具有相當高的空淬特性,由於HAZ淬硬傾向大,冷裂紋敏感性仍較大;同時鋼中含有C、Nb等促進熱裂的元素,因此該鋼還有一定的熱裂傾向,其敏感性介於SA213—T9鋼和SA213—TP304H鋼之間。
(2)HAZ塑性降低。由於受焊接熱循環的影響,HAZ晶粒長大傾向較大,使該區的塑性降低。
(3) HAZ的軟化。由於受焊接熱循環的影響,HAZ出現軟化層,惡化瞭該區的力學性能。
(4)焊縫金屬韌性的惡化。由於焊縫金屬未曾經受控軋和形變熱處理過程,晶粒不可能由此 被細化;同時焊縫中的Nb、V元素在冷卻凝固過程中難以呈微細的C、N化合物析出,因此焊縫的韌性比母材低許多。
(5)有研究顯示,在一些情況下,該鋼還有一定的應力腐蝕裂紋敏感性。 總體上看,該鋼焊接性的主要問題是冷裂紋敏感性較強,以及一定的熱裂紋傾向,同時也不可忽視接頭性能的弱化(焊縫區韌性惡化和熱影響區的軟化)。合理的焊接工藝是控制和改善該鋼焊接性的重要技術手段。
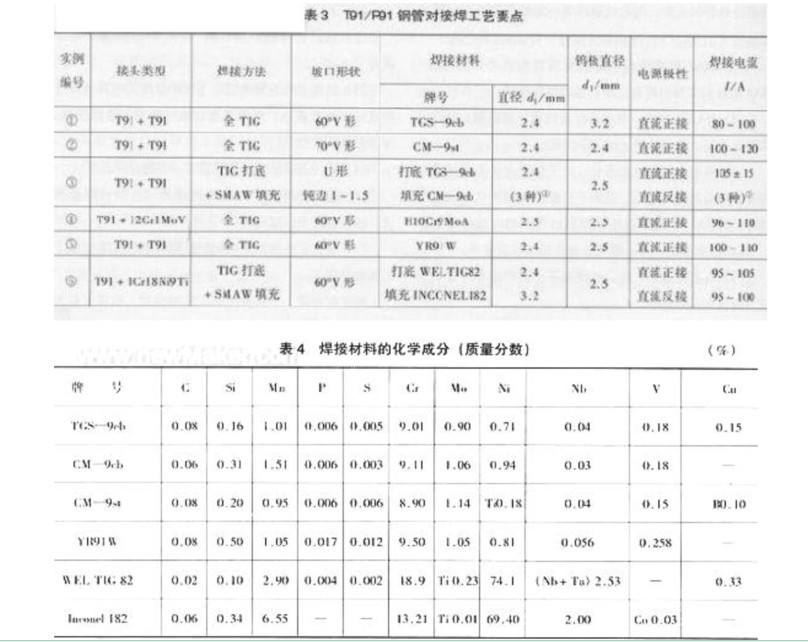
四、T91/P91鋼的焊接工藝要點 電站鍋爐過熱器和再熱器用T91鋼管常用規格有ψ54mm和ψ57mm等,壁厚有4mm、8mm和9mm等幾種。大直徑主蒸汽P91鋼管有ψ457mm× 45mm、ψ347mm×46mm等多種規格。小徑管現場施工多為水平對接固定位,要求單麵焊雙麵成形,而且要求反而焊縫不被氧化。為使接頭具有滿意的使用性能,早期的焊接工藝主要采用兩種方法:一是全氬弧焊(TIG打底+TIG填充);二是氳弧焊(TIG)打底+焊條電弧焊填充。
其焊接工藝要點如下:
(1)采用正確的坡口形狀和尺寸。
(2)選用合理的焊接材料(TIG焊絲和填充電焊條)。
(3)選用正確的焊接規范(包括焊絲及電焊條牌號和直徑、鎢極直徑、焊接電流、氬氣流量、電源極性、焊縫層數及道數等)。
(4)選用正確的工件預熱溫度、焊縫層間溫度。
(5)選用合理的焊後熱處理規范(包括升降溫速度、回火溫度及保溫時間等)。
(6)堅持正確的接頭裝配定位焊和熟練、高超的手工操作技能等。
據文獻報道,上述方法及工藝的應用,取得瞭較為滿意的效果。但是該工藝的不足之處或困難是焊接過程中焊縫的背麵保護問題較復雜,一旦保護不好,背麵焊縫即被氧化,焊縫的質量不能保證,造成不安全隱患。為此,近年來推出瞭自保護藥芯焊絲焊接方法及其工藝。該工藝的最大特點是焊接過程中冶金反應產生的氣體和熔渣,不僅對正麵熔池能夠進行有效的保護,而且反麵焊縫也被熔渣有效保護;正所謂氣渣聯合保護焊接方法及工藝,可以完全免除焊縫背麵充氬復雜程序及裝置,克服瞭TIG方法背麵焊縫保護困難的缺點。然而,該方法目前尚不成熟,原因是這種專用自保護藥芯焊絲焊縫質量難以保證,況且焊絲的焊接工藝性也難以接受。
近年來,還有一種采用藥芯焊絲填充打底的TIG焊接方法。該方法的特點是,打底焊時用藥芯焊絲的熔渣對背麵焊縫進行保護,免除瞭焊縫背麵保護,焊縫的填充層可以是TIG焊接,也可以是焊條電弧焊。這種打底專用藥芯焊絲成分、性能調整方便,接頭的性能能夠滿足使用要求,焊接工藝性也令人滿意,是一種前景看好的工藝方法。藥芯焊絲打底的TIG焊接方法的焊接工藝要點,除瞭焊接材料和焊接規范的選用,以及操作技術與上述全氬弧焊有所不同外,其他要點大同小異。 對於大徑管(P91)的焊接,除瞭采用TIG打底+焊條電弧焊填充(多層多道)焊接方法之外,近期有單位采用瞭埋弧焊工藝(TIG打底+條電弧焊填充5~8mm+弧焊填充),明顯提高瞭焊接生產效率,同時改善瞭焊接質量。
1.T91+T91(P91+P91)鋼管對接焊工藝的應用 某電廠一期工程1號機組末級過熱器排使用ψ57mm×8mmT91鋼管制造,576道焊口采用傘TIG方法或TIG打底+SMAW填充方法焊接。在執行表3 中實例①所示的焊接工藝要點 同時,特別強調焊前準備、背麵充氳方案,以及嚴格的作業程序。所焊接頭具有良好的性能,保證瞭機組運行可靠性和穩定性。目前機組運轉正常,該工藝獲得網滿成功。



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




