




| 加工定制:是 | 品牌:滬通 | 型號:MD320 |
| 用途:折彎機剪板機數控 | 產品認證:IO9001 |


MD320變頻類簡介
1系統采用中文液晶顯示屏 美觀大方 操作更直觀
2 經濟設計 性價比高
3 系統采用雙軸控制 可控制後擋料和油缸行程
4采用雙高精度編碼器反饋
保證系統定位精度 精度可達0.1mm<變頻可達0.01mm>
5可手動直接控制X Y位置並有手動慢速快速功能 方便簡單矯正
6設計合理 抗乾擾能力超強可抵抗龍門刨等大電流沖擊安全可靠
7整體模塊化設計 方便維修更換 簡單培訓後 沒有專業知識照樣可以解決系統問題
8變頻類可以單邊定位 有效消除絲桿間隙
9內置禁止輸出 當系統定位未完成狀態下 滑塊禁止踩下 有效防止機床誤動作 避免工件壓壞 保證工人安全
10參數內置軟限位 可以設定安全操作范圍 防止意外發生
11可以中英文切換 解決出口 外籍工人操作問題
12外觀直板設計 美觀大方
13有數值智能轉換 選用功能 英制公制 切換 省去不必要的 轉換
14有循環模式 和 單步模式並有計數功能
單步模式: 在設定好目標位置後運行定位完成後 根據折彎次數進行計數
循環模式: 在設定好目標後運行
從工步0到工步19之間循環運行
特別解決瞭 一個工件多工步 需要反復調整後擋料或角度的需求 提高工作效率
15存儲工件大 有20個程序 每個程序內可存儲20個工步 共有400工步足夠滿足您的工件存儲需求
16可以在設定好的任意一個工步直接選擇您要的工步 並在主畫麵實時顯示出來 免除您反復調整的需求
例如 您有一個工件
需要 折90度(假設90度是行程80)2次長度20
折90度 2次長度100
折120度(假設120度是行程81)1次長度200
那您隻需設定
工步號 | 深度 | 長度 | 計數 |
工步0 | 80 | 20 | 2 |
工步1 | 80 | 100 | 2 |
工步2 | 81 | 200 | 1 |
切換循環模式後運行
您隻需踩腳踏開關 系統自動循環運行 不需要再去復雜設置操作 系統自動走位方便準確
你寶貝的基本參數:
1電氣要求:
※ 電源輸入必須是AC12V或DC15V
※ 工作溫度 :-20度~ 60度
※ 工作濕度:20%~ 80%
※ 控制電源必須是 AC 24V
MD320伺服簡易雙軸操作說明
一:打開電源,畫麵出現MD320
二:按P鍵,進入主畫麵
三:按P鍵3秒鐘,進入參數的初步設定,參數設定後按P鍵退出
四:在主畫麵進行對數,把壓板和後擋位實際尺寸在主畫麵修正好
五:手動運行測試,檢查方向與數字的增加或減少是否正確對應:
按+擋位往後,畫麵數字增加;
按-擋位往前,畫麵數字減少
即為正確
同樣調試滑塊時:按+調扭軸,擋位往上,數字增加;
按-調扭軸 擋拉往下,數字減少
即為正確
如果按+擋位往後,畫麵數字減少即為錯誤,
解決方法如下:如用東元電機需改電機參數
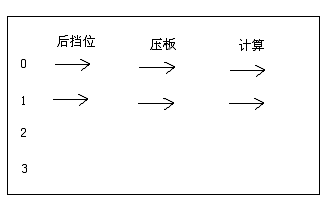
六:如何編程.註意編程路線順序:首先編 程序0 後擋位 壓板 計算 的數值
再編 程序1 後擋位 壓板 計算 的數值
接著編 程序2 後擋位 壓板 計算 的數值
後擋位數值、壓板數值為零,計數攔不能輸入數字
七:如何選擇程序:→參數頁麵→程序選擇好後→按P鍵退出→把數控電源關掉→重新開機(此時畫麵顯示後擋位、壓板、計算 的數值就是剛才所選擇的程序數值)
參數說明
0 程序選擇 0-15
1 退讓長度 0-200(不能超出後限位)
2 X加速時間 1-2.5
3 X傳動系數 編碼器每圈脈沖數÷絲桿牙距×4=傳動系數
4 X手動速度 1000-10000
5 X單向行程 5單向運行以清除絲桿間隙(不超過減速距離的數值)
6 X速度 1000-25000
7 X前限位 根據機械情況而定(通常設定為10)
8 X後限位 根據機械情況而定(通常設定為500)
9 Y加速時間
10 Y傳動系數 編碼器每圈脈沖數÷編碼器每走一圈油缸產生進或退的尺寸=傳動系數
11 Y手動速度 1000-10000
12 備用參數
13 Y速度 1000-25000
14 Y下限位 根據機械情況而定
15 Y上限位 根據機械情況而定
16工步延時 單位為秒
17退讓延時 單位為秒
按鍵使用說明
一對數:此鍵用於對後檔料進行參考點對數。保證後檔料實際數值和系統顯示數值的準確。[初次系統調試或對系統實施誤差校正時使用]按下此鍵對數指燈會閃亮,後擋料數值欄顯示機器後檔料當前位置值,[可能有誤差]。用數字鍵輸入此時實際測量後檔料長度數據後(輸入的數據作為當前值),按一下回車鍵。參考點對數完畢。要退出對數狀態再按一次對數鍵。
壓板對數:按X/Y把光標移到Y軸按對數鍵把壓板實際位置尺寸輸入.
二單步/循環:此鍵是系統的工作模式選擇鍵。選擇單步時,當計數值減到零時,運行燈熄滅,系統停止運行;選擇循環時,當一個程序的計數減到零時,系統會立即跳到下一個程序的執行,如此周而復始。要停止運行,需按停止鍵,運行燈熄滅.
三P鍵功能如下: ① 開機後進入系統介麵
② 在系統主畫麵按下P進入編程介麵
③ 在系統主畫麵連續按P鍵進入參數介麵
四 X / Y:X軸與Y軸轉換鍵。
五 運行/停止:這兩個鍵用於系統的啟動與停止。
六 方向鍵:
方向鍵:
上下鍵:在主畫麵用來選擇所需某個工步
在編程及參數畫麵用來上下移動光標
左右鍵:在主畫麵(在停止,運行狀態)用來手動調節後擋位和壓板行程
在編程及參數畫麵用來左右移動光標
七0-9/![]() 數字及小數點鍵:用於編程狀態的數字輸入。
數字及小數點鍵:用於編程狀態的數字輸入。
八![]() 回車鍵:對數完成後確認
回車鍵:對數完成後確認
編程完成後確認
參數修改完成後確認
九![]() 清除鍵:用於輸入錯誤數字時清除用,註意是錯誤輸入而未按回車鍵之前!
清除鍵:用於輸入錯誤數字時清除用,註意是錯誤輸入而未按回車鍵之前!
十F1鍵:用於內存清除,即已經存入的數據的全部清除。一般不建議使用!!!
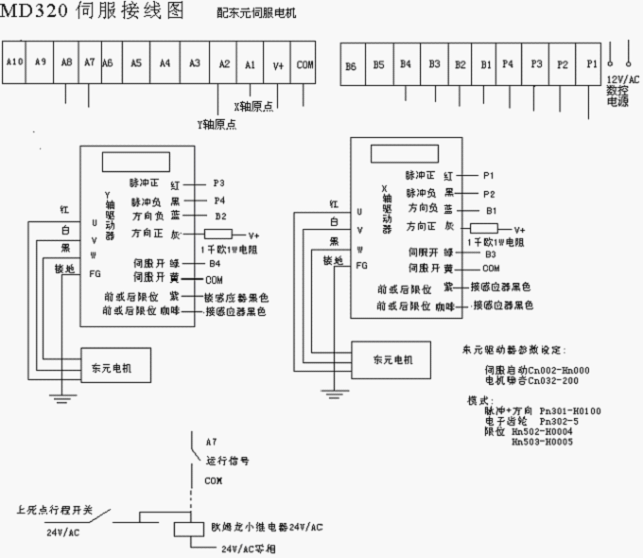
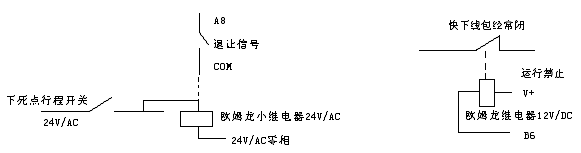
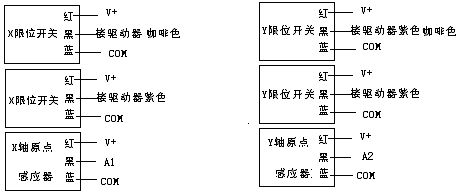
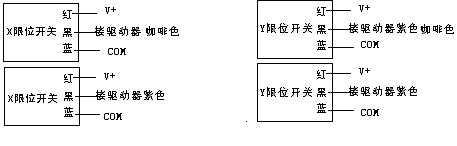
MD320伺服接線圖 (配運控伺服電機)



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




