| 加工定制:否 | 品牌:大力 | 型號:CB-986AR |
| 類型:輪胎平衡機 | 工件質量范圍:45(kg) | 工件直徑范圍:12-24(mm) |
| 平衡轉速:7(r/min) | 不平衡量減少率:1(%) |
實店合作客戶心聲,真實展示我們實力:
|


產品名稱:營口大力CB-986AR電腦車輪動平衡機
品牌:營口大力
CB-986AR電腦車輪動平衡機
意大利完整的知識產權
2D系統——自動測量和輸入距離和直徑參數
3D系統——自動測量和輸入距離。直徑和輪胎寬度參數
靜平衡和動平衡操作程序
6種ALU平衡方式
SPO功能,分解和隱藏不平衡量到輪胎輻條的背麵
OPT功能,輪胎和輪輞的最優化匹配
踏板剎車部件固定主軸方便不平衡量的應用
重量單位:克--盎司轉換。尺寸單位:毫米--英寸轉換
3種錐體從40mm到145mm
幾何學運算系統,配合內部自動拉尺,實現輪輞內側粘貼鉛塊
前麵板配有燈光系統,彰顯設備高貴

技術參數:
電源電壓 220V
功率 0.25KW
輪輞中心孔直徑 ≤145mm
輪輞直徑 12/24"
輪輞寬度 1.5/12"
最大輪胎直徑 800mm
平衡周期 7s
平衡速度 180rpm
平衡精度 ±1g
CPU 32位
包裝尺寸 820820x1100mm
凈重/毛重 120/150kg
億成所有設備執行最新國傢標準:
JT/T 505-2004四輪定位機
JT/T 324—2008汽車噴烤漆房、
GB 27695-2011汽車舉升機安全規程、
GB7258-2004機動車運行安全技術條件,
GA468-2004機動車安全檢檢驗項目和方法,
JT/T478-2002汽車檢測站計算機控制系統技術規范,
GB18285-2005汽車-雙怠速法,GB18322-2002農用車-煙度檢測方法……等最新國傢標準。

國內貨物包裝展示: 外銷出口包裝展示:


倉庫即將發出的貨物展示:


有些人以為輪圈是成批鑄造或沖壓出來的,輪胎是成批壓模出來的,型號一樣,豈不知世界上的東西很難有絕對的一致。那時候國內沒有高速公路,車速最快也隻有七、八十公裡,問題不明顯。現在高速公路有瞭,馬路也拓寬瞭,車速也加快瞭,當車速達到每小時一百公裡以上的時候,輪子不平衡的弊病就會馬上暴露出來。
按照機械運動的道理,凡達到較高轉速的輪子,由於材料組織內部的不均勻,零件外形的尺寸誤差,裝配尺寸的誤差以及結構形狀等原因,使通過輪子重心的主慣性軸線與旋轉軸線不相重合,因而旋轉時的輪子會產生不平衡的離心力,特別是高速運轉的轎車輪子,每秒鐘旋轉十幾圈以上,即使有極小的偏心矩也會引起很大的不平衡力,導致車輪的持續振動,尤其是方向輪的振動會導致方向盤的抖動,會加速懸架和轉向系統部件的磨損,加速車輪內軸承的磨損,振動大的汽車也很難駕駛,行車不安全。因此,輪子的平衡對於現代的轎車來講,是非常重要的一項工作,轎車在出廠前或者運行一段時間後,輪子都要進行平衡調試,測出輪圈內外不平衡量,在輪圈邊上適當的位置嵌扣上平衡塊,以達到輪子的平衡精度。
平衡塊是用鉛合金做成,重量以克為單位,計有5克、10克、15克等多達15、6種規格。平衡塊上有一個鋼勾,可將平衡塊嵌扣在輪圈邊緣上,很牢固。
有人以為汽車輪胎動平衡機的檢測分辨率越高,汽車輪子的動平衡就越好,實際上這是一種片麵的認識。因為汽車一次緊急剎車引起的輪胎磨損能使平衡量變化達1-2g,考慮到不平衡量在10g以下時司機不會有車輪振動的感覺,所以汽車輪胎動平衡的精度達到±5g時就可以滿足實際需要瞭。
輪胎動平衡機的具體操作步驟如下:
1.清除被測車輪上的泥土,石子和舊平衡塊.
2.檢查輪胎氣壓,視必要充至規定值.
3.根據輪輞中心孔的大小選擇錐體,仔細地裝上車輪,用大螺距螺母上緊.
4.打開車輪平衡機電源開關,檢查指示與控制裝置的麵板是否指示正確.
5.用卡尺測量輪輞寬度L,輪輞直徑D(也可從胎側讀出),用平衡機上的標尺測量輪輞邊緣至機箱距離A,再用鍵入或選擇器旋鈕對準測量值的方法,將A,D,L值鍵入指示與控制裝置中去。
6放下車輪防護罩,按下起動鍵,車輪旋轉,平衡測試開始,自動采集數據。
7車輪自動停轉或聽到“DI”聲後按下停止鍵並操縱制動裝置使車輪停轉後,從指示裝置讀取車輪內,外不平衡量和不平衡位置。
8抬起車輪防護罩,用手慢慢轉動車輪。當指示裝置發出指示(音響,指示燈亮,制動,顯示點陣或顯示檢測數據等)時停止轉動。在輪輞的內側或外側的上部(時鐘12點位置)加裝指示裝置顯示的該側平衡塊質量。內,外側用分別進行,平衡塊裝卡要牢固。
9安裝平衡塊後有可能產生新的不平衡,就重新進行平衡實訓,直到不平衡量<5g(0.3oz),指示裝置顯示“00”或“OK”時才能滿意。當不平衡量相差10G左右時,如能沿輪輞邊緣前後移動平衡塊一定角度,將可獲得滿意的效果。實踐經驗豐富,平衡速度越快。
10測試結束,關閉電源開關。

輪胎平衡機的故障原因及排除
引起平衡機不能正常工作或達不到平衡精度的因素很多,這些因素中有的是被平衡工件的原因,也有的是機器本身或電測系統的原因。因此隻要某一個環節不正常就必然會影響工件的平衡,如能針對性地分析這些現象,才能有助於我們正確區分並判定出現的各種情況的原因,進而采取有效措施來減少或消除這些不利因素對工件平衡的影響。
一、工作的影響
1.校正工作不平衡要求超過瞭平衡機本身最小可達剩餘不平衡量的能力,也就是動平衡機的平衡機的平衡精度不能滿足工件平衡的要求。
2.工件本身支承處軸頸的圓度不好,表麵粗糙度太低。
3.工件本身的剛度不佳,在高速旋轉時產生變形造成質量偏移,或工件本身有未固定的零件在旋轉狀態下移動或松動。
4.經過平衡的轉子在實際使用中會出現明顯的振動,這並非轉子自身不平衡所引起的,而是由於轉子支承軸頸成橢圓或轉子結構上存在著剛度的差異引起而產生的高次諧波,電磁激
引起的振動,帶葉片轉子在旋轉過程中產生氣渦流的影響,系統的諧振等而引起的。
5.由於電網相連的其他設備頻繁啟動造成電源波動和噪聲的影響或由於支承架滾輪與轉子軸頸兩者直徑相近而產生的拍頻乾擾。滾輪直徑與工件軸頸尺寸間的差異應大於20%。
6.由於校驗無軸頸的轉子而使用的工藝芯軸本身的不平衡或芯軸安裝與支承處的同軸度誤差,以及芯軸與轉子配合的間隙誤差而造成平衡後的轉子在重復裝校時或使用時又產生較大的不平衡。
7.工件轉子的實際工作狀態和平衡校驗時的狀態不一致。
8.校正工件轉子的不平衡量時,其加重或去重的質心位置與平衡機測量顯示的校正位置偏離。
二、平衡機的影響
1.左右支承處有高低,使轉子左右竄動或軸頸平麵與支承處相擦。
2.支承塊嚴重磨損或滾輪跳動增大。
3.支承處有污物,未加潤滑油。
4.平衡機的地基不符要求,底部結合麵未墊實,地腳螺栓未緊固,或放在樓麵上,引起共振。
5.傳感器的輸出訊號不正常。
6.支承架上能移動的零部件處的緊固螺釘未固緊。
7.傳動帶不符要求,有明顯的接縫。光電頭未對正反光紙,光電頭鏡麵模糊,光電頭位置偏斜引起。

億成業務發展涉及世界各地:
部分海外客戶:






裝櫃圖片:




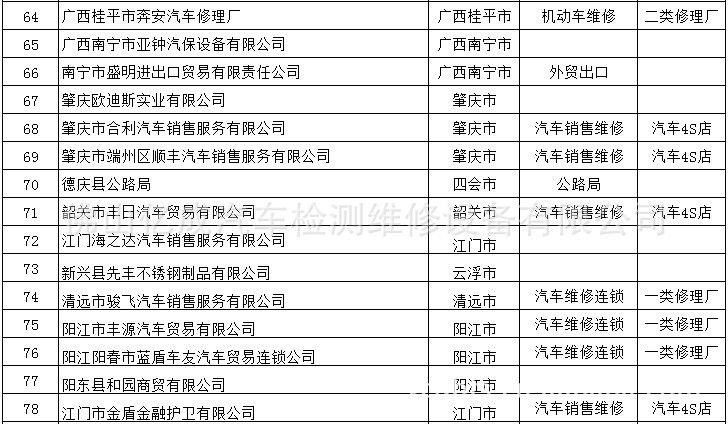
國內部分合作商:








從各方麵瞭解億成:





。。。。。。更多驚喜,更多詳情,盡在麵談後!


九江億成汽車檢測維修設備有限公司
地址:江西省九江市潯陽區十裡大道57號
電話:0792-2189998
傳真:0792-2183338
E-MAIL:[email protected]
網址:www.yc-group.cn
湖北黃石億成汽車檢測維修設備有限公司
電話:0714-6353459
傳真:0714-6353457
地址:湖北省黃石市團城山開發區桂林北路3號(市委市政府大樓右側)


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。