



| 加工定制:是 | 品牌:日本耐鋸 | 型號:27*3505*0.9 |
| 材質:雙金屬 | 全長:3505(mm) | 寬度:27(mm) |
| 齒距:3/4齒2/3齒4/6齒(mm) | 厚度:0.9(mm) | 鋸路寬:1.1(mm) |
| 適用范圍:切割金屬 |

特點Features
.刀刃帶有細微碳化物組織的高合金高速鋼,成功開發出瞭刃盤材,是新類型的刀刃鋼材料。
.通過熱處理提高瞭硬度和耐磨損性,延長瞭壽命。
.加熱硬度優異,可以抑制在高速切割難削鋼材時引起的刀尖軟化。
.兼備韌性的刀刃抗折力提高。
被切割材料WORKMATERIAIS
.結構鋼,合金鋼,模具鋼,高速工具鋼,不銹鋼,等特殊鋼材。







![]()





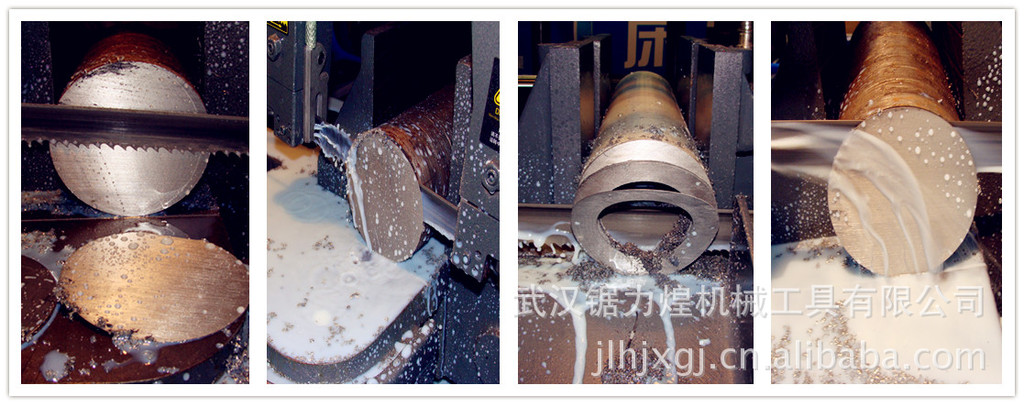
在此之前都是傳統的人工手磨鋸條費神費力勞命傷財造成產品的很高成本,人工修磨大多數不合格,還會破壞帶鋸條的動平衡,那麼鋸條在使用時容易晃動鋸切跑偏,結果是使得鋸縫加寬,損耗材料;切割後平麵凹凸量大,產品質量變差。
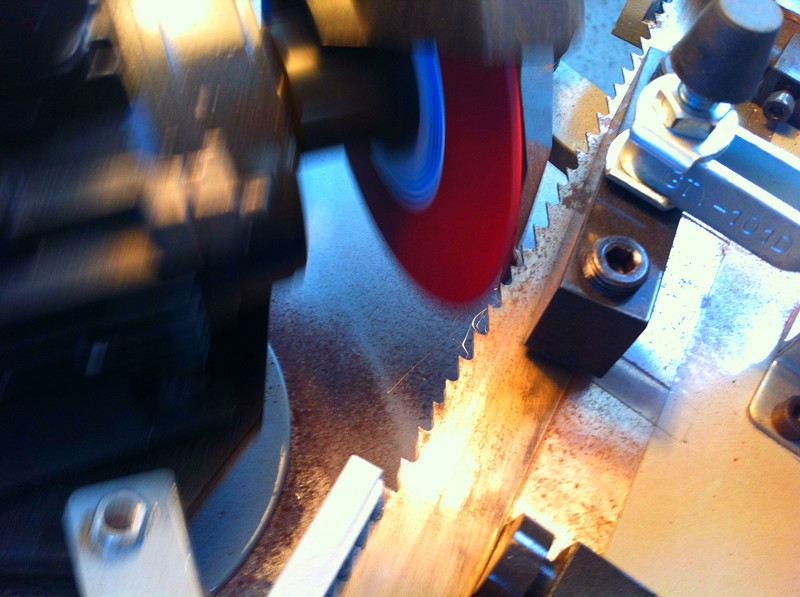
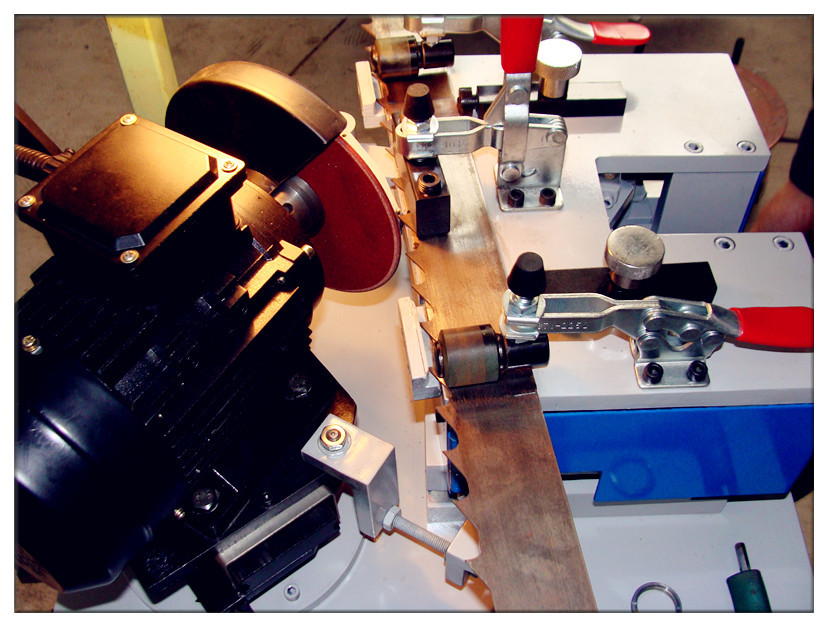
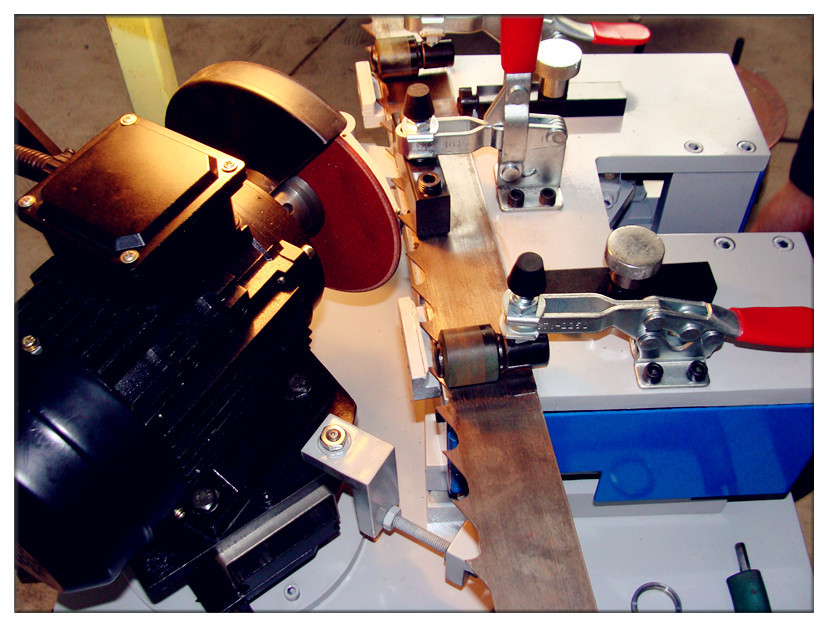
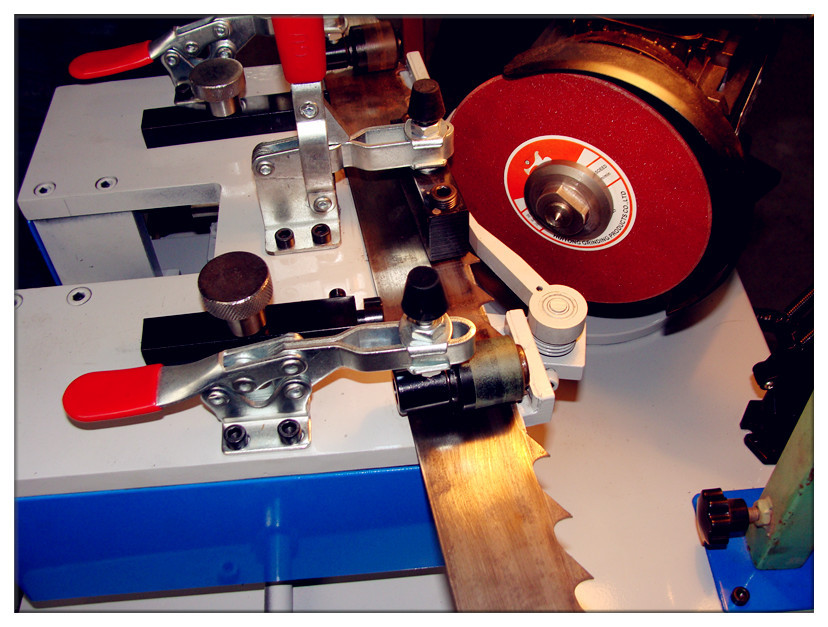
現如今我公司經多年以來不斷研究改進制造出全自動帶鋸條磨齒機,是專門修磨帶鋸條上鋸齒形狀的專用設備,速度快、質量好。使大大降低瞭成本,現如今的鋸條磨齒機使用范圍較廣,是機械加工、鋼材鋸切、鋸條修磨、等行業中不可缺少的設備。
本機床結構緊湊,體積小、重量輕、可磨各種齒形,如3/4齒、4/6齒、變齒和等齒等等、本機操作簡單方便,適用於大、中、小型機械廠、鋼材鋸切加工、帶鋸條齒形的修磨不可缺的設備。
27mm寬:2370mm2650mm2035mm3150mm 3250mm 3350mm 3505mm,3620mm,3820mm3900mm
34mm寬:3620mm,3820mm,3850mm 3900mm,4000mm,4115mm 4320mm,4570mm,4680mm,
41mm寬:4570mm,5040mm,5300mm,5450mm,5470mm,6460mm,
54mm寬:7400mm,7140mm,6620mm,9900mm,7320mm,7850mm
67mm寬:8540mm,11820mm
80mm寬:14620mm,15000mm
鋸齒齒鋸:鋸齒齒距的正確選擇與進給率及鋸切速度的選擇一樣重要。鋸齒過密容易造成帶鋸條斷裂、鋸痕彎曲和鋸齒磨損過快。鋸齒過密齒間空隙被添滿,鋸齒易斷裂。 2、鋸齒齒形:每一種齒形設計都具有理想的應用,齒形過弱造成鋸齒斷裂,齒形選擇錯誤鋸齒磨損過快。 3、磨合:每一條帶鋸條都應磨合,以獲得最大限度的使用壽命。帶鋸磨合不當,就會造成鋸齒磨損過快,振動力大,易造成產品表麵粗糙。 4、帶鋸壽命:所有的帶鋸條都會因磨損而報廢,註意磨損跡象。鋸齒已磨損易造成鋸痕彎曲和帶鋸條打滑,同時產品表麵粗糙。

歡迎登陸本公司網址http://jlhjxgj.cn.alibaba.com業務電話:0578-3553637 /15005786156傳真:0578-3286123
本公司將不斷加強管理,完善服務,以最優的價格,及時將產品送達給您!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。