| 品牌:機辰 | 型號:EDG-213N | 應用領域:鑽頭 |
| 加工批量:16000(L) | 外形尺寸:600*800(m) | 重量:8.5(kg) |
| 工作方式:砂輪 | 類型:專用研磨機 | 驅動方式:其他 |
| 作用對象:鑽頭 |

以上價格不含稅不含運費
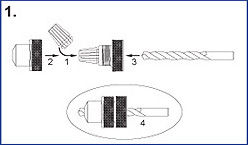
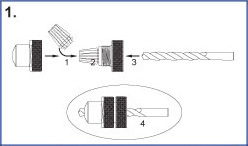 | 請依左列圖示1,2,3,4之步驟組裝。“不鎖緊”***如圖示1 | |
 | 1.先將刻度調整環向右轉至歸零位置。 2.將刻度調整環向左轉至所要研磨之鑽頭直徑尺寸。***如圖示2 | |
 | 插入鑽頭夾具至調整臺及鑽頭插到底後,將鑽頭及夾具組向右轉到底後鎖緊。***如圖示3 註意:刻度調整環可能因鑽頭之新舊及規格式樣不同而無法精確,請與鑽頭定位後確認鑽頭刀口需與鑽頭夾具組之缺口成平行狀態。(如右圖示) | |
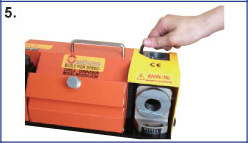
 | 1.起動馬達。 2.插入鑽頭夾具組及鑽頭至端角研磨座,輕輕接觸砂輪後快速左右旋轉開始研磨,直至研磨聲消失。 3.取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一端角,即完成端角研磨。***如圖示4 | |
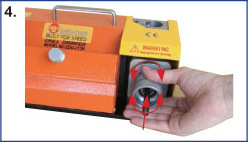
 | 將中心靜點研磨座調整至適當位置,向右調大向左調小。***如圖示5 | |
 | 1.插入鑽頭夾具組及鑽頭並輕輕接觸砂輪後緩慢左右旋轉開始研磨,直至研磨聲消失。。 2.取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一中心靜點,即完成中心靜點研磨。***如圖示6 | |
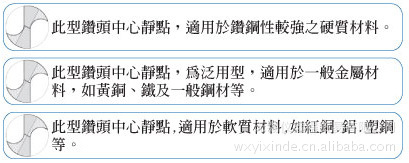
| 此型鑽頭中心靜點,適用於鉆鋼性較強之硬質材料。 此型鑽頭中心靜點,為泛用性,適用於一般金屬材料,如黃銅、鐵及一般鋼材等。 此型鑽頭中心靜點,適用於軟質材料,如紅銅、鋁、塑鋼等。 | |
***研磨機使用後請經常清除鑽頭屑粉及保養,以避免屑粉與研磨座磨擦損耗,增長使用壽命。 | ||
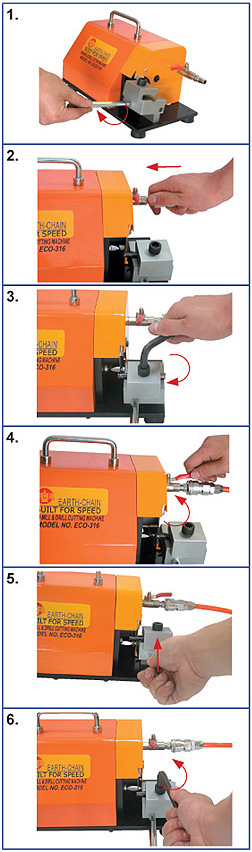
 | 請依左列圖示1,2,3,4之步驟組裝。“不鎖緊”***如圖示1 | |
 | 1.先將刻度調整環向右轉至歸零位置。 2.將刻度調整環向左轉至所要研磨之鑽頭直徑尺寸。***如圖示2 | |
 | 插入鑽頭夾具組之調整臺及鉆托頭插到底後,將鑽頭及夾具組向右轉到底後鎖緊。***如圖示3 註意:刻度調整環可能因鑽頭之新舊及規格樣式不同而無法精確,請於鑽頭定位後確認鑽頭刀口需與鑽頭夾具組之缺口成平行狀態。(如右圖示) | |
 | 1.先確認鑽頭尺寸後核對排屑建議寬度(如右圖排屑溝建議表)。先松開第一固定孔,將靜點座上的刻度移動至所需尺寸(方式和遊標卡尺判讀刻度方式相同),請先鎖緊第一固定空後再鎖緊第二固定孔即可研磨。 2.調整中心靜點,向右調靜點變大向左調靜點變小。***如圖示4 | |
 | 1.插入鑽頭夾具組及鑽頭並輕輕接觸砂輪後緩慢推進開始研磨,直至研磨聲消失為止。 2.取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一中心靜點,即完成中心靜點研磨。***如圖示5 | |
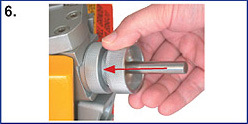 | 1.插入鑽頭夾具組及鑽頭至後斜角研磨座,並輕輕接觸砂輪後緩慢推進開始研磨,知道研磨聲消失為止。 2.取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一後斜角,即完成後斜角研磨。 3.調整刀刃大小,向右調整刀刃變小向左調整刀刃變大。***如圖示6 | |
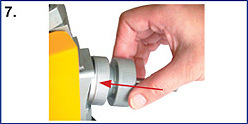 | 1.插入鑽頭夾具組及鑽頭至刀刃研磨座,並輕輕接觸砂輪後緩慢推進開始研磨,直至研磨聲消失為止。 2.取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一刀刃,即完成刀刃研磨。***如圖示7 | |
本機為鑽頭研磨機,臺式鑽頭研磨機,在對工件加工的程序中,操作簡單,研磨精確而且快速,頻率穩定,經濟惠做到省時省力,節省成本,節約能源又環保。 配置品質穩定鉆石砂輪,無需技巧即可輕松研磨,提高工作使用效益隻需一片砂輪即可完成所有工序,高硬度的研磨性能,角度精確,壽命長。采用高效率AC馬列達,手提式設計、攜帶式方便、室內室外均可使用, 隱藏式筒夾盒設計,方便管理用筒夾。 本機能刃磨鑽頭前切削刃(前角),具有先端角(頂角)、逃隙角(後角)、前切削刃(正前角)、中心隨意調整,可替代中心鉆定位更精確,1分鐘便可磨好1支鑽頭,排屑更容易,鑽頭研磨更輕松。能穩定高精度研磨,是您首選的研磨鑽頭工具!1.操作簡單,研磨精確,經濟實惠.2.手提式設計,攜帶方便,室內室外均可使用。4.隱藏示筒夾盒設計,方便管理用筒夾.5.采用高效率AC馬列達,頻率穩定,壽命佳.技術參數:1. 鑽頭夾具組於“筒夾”及“鑽頭”之組裝。鑽頭直徑之定位調整1. 先將刻度調整環向右轉至歸零位置。2. 將刻度調整環向左轉至所要研磨之鑽頭直徑尺寸。3.鑽頭之定位插入鑽頭夾具至調整臺及鑽頭插到底後,將鑽頭及夾具組向右轉到底後鎖緊。 註意:刻度調整環可能因鑽頭之新舊及規格式樣不同而無法精確,請與鑽頭定位後確認鑽頭刀口需與鑽頭夾具組之缺口成平行狀態。4.鑽頭之端角研磨1.起動馬達。2. 插入鑽頭夾具組及鑽頭至端角研磨座,輕輕接觸砂輪後快速左右旋轉開始研磨,直至研磨聲消失。3. 取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一端角,即完成端角研磨。5. 中心靜點研磨座之調整。 將中心靜點研磨座調整至適當位置,向右調大向左調小。6. 鑽頭之中心靜點研磨1. 插入鑽頭夾具組及鑽頭並輕輕接觸砂輪後緩慢左右旋轉開始研磨,直至研磨聲消失。。2. 取出鑽頭夾具組及鑽頭,轉180°依上述步驟再研磨另一中心靜點,即完成中心靜點研磨 此型鑽頭中心靜點,適用於鉆鋼性較強之硬質材料。 此型鑽頭中心靜點,為泛用性,適用於一般金屬材料,如黃銅、鐵及一般鋼材等。 此型鑽頭中心靜點,適用於軟質材料,如紅銅、鋁、塑鋼等。研磨機使用後請經常清除鑽頭屑粉及保養,以避免屑粉與研磨座磨擦損耗,增長使用壽命。
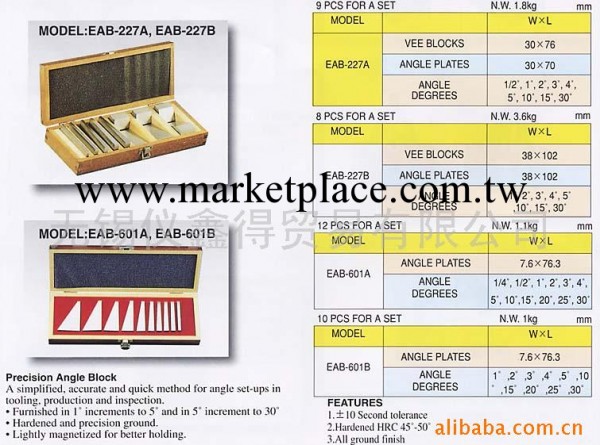
EDG-212N-2D | SDC 鉆石砂輪#300(鎢鋼鑽頭專用)Ø10mm-Ø13mm | ||||
EDG-213N-1C | CBN 鉆石砂輪#200(HSS鑽頭專用) Ø2mm-Ø13mm | EDG-1226N-1C | CBN 鉆石砂輪#150 (HSS鑽頭專用) Ø12mm-Ø26mm | ||
EDG-213N-2C | CBN 鉆石砂輪#400 (HSS鑽頭小於Ø5mm專用) | ||||
 | ***如圖示1 ***如圖示2 註意:請確認銑刀是否座落V型溝槽內。 (註意:若未打開冷卻開關,將導致砂輪耗損及鑽頭、銑刀脆化,減低使用壽命。) ***如圖示5 ***如圖示6 註意:更換砂輪請確實關閉電源,以確保安全! |
目前臺灣ECE攜帶式鑽頭研磨機已經成功的登入國際市場,如今歐州、美州、中南美州、日本的客戶不僅可享受攜帶式鑽頭研磨機 所帶來的便利更可在產能的增加及生產成本降低上,發揮最大的功效,ECE系列鑽頭研磨機給你高精確性、高效能、有效提高鑽頭壽命及減少生產成本 。
而臺灣ECE是唯一直在研磨機業界,持續要求創新、發展多樣化,從開始並持續研發到目前的等不同功能的機種以符合市場要求,將來更會專註於機器品質的提升,新材質的運用以期達到更堅固、更輕便、更簡潔;同時也將持續更多功能的新機種研發。
臺灣ECE鑽頭研磨機,銑刀研磨機,端銑刀研磨機,我公司的鑽頭研磨機在研磨機領域有著15年以上的專業制造技,長時間致力於產品跟生產技術的深耕,對於產品的質量控管更是嚴格,更是嚴格,高精密度的零件全是我們工廠通過層層測試所制造出來的,而為瞭提高產品的效率及壽命,機器的馬達也是我們廠內生產線制造出來,再經過測溫度,為有瞭機器的高質量做後盾。
我們的ECE攜帶式鑽頭研磨機在臺灣市場已占有81%的市占率。除瞭臺灣之外,我們公司也積極投入國際營銷,陸續參加如EMO展等國際大展把我們優質的產品介紹給全界需求鑽頭研磨的使用者,其後更陸續通過歐洲市場的CE 認證及北美CSA、UL 認證。
無錫機鑫得貿易有限公司位於無錫市區,是臺灣機辰企業在大陸成立的股份合作公司,是機辰企業在大陸的總代理,專業銷售ECE品牌的產品。
機辰企業股份有限公司成立於1988年,制造、銷售於一體,是磁性工具和精密工具領域的專業佼佼者,在全球設有28個專業分銷公司。機辰企業一向以品質、服務及優良產品獲得顧客的肯定,並不斷研發新產品以提高品質和工作效率。ECE品牌涵蓋200個大類,產品系列達2600餘種,獲國內外20餘項專利,主力產品有萬向磁性表座、ECB磁性工作臺系列、EEPM永磁式電控磁盤系列、精密磁力研磨機系列,研磨液、各種規格不銹鋼磁化針、磁性座系列、磁力噴霧器系列、磁力機床鹵素燈系列、磁性V型座系列、磁性方箱系列、磁力角度機系列、開關式永久磁性吊盤、精密虎鉗系列、永久式單向雙向正弦磁盤系列、退磁器系列、銑刀研磨機、鑽頭研磨機、三抓卡盤系列、氣動研磨筆系列、精密量規系列,產品廣泛用於機械、模具等行業、電子、航空、航天、汽車。我們不僅銷售產品,同時也提供各項技術服務,公司資深的技術和營銷人員將為您解決各種技術問題,滿足您對產品的特殊需求,高效率的產品,ECE產品暢銷世界各地,在國際上有十幾個國傢設有代理商享有良好聲譽,產品信息請瀏覽公司網址
無錫機鑫得公司將為機辰企業和國內企業之間發揮橋梁作用,並致力於ECE品牌在大陸的宣傳和批發零售,為廣大用戶提供全方位的服務,歡迎來電咨訊和采購!0510-82728632、82232887、82307948、13328108632
宗旨:我們不但提供優質的產品保證,更提供快捷的送貨服務及售後技術保障
另公司不斷壯大,全國各地有經銷商,以便廣大客戶訂購取貨時更方便、更快捷
產品種類齊全,打造優良的品質,優惠的價格,快捷的交貨速度,歡迎惠顧。
公司分銷及終端客戶市場遍及深圳、珠海、廈門、中山 、廣州、東莞、天津、哈爾濱、濟南、四川、桂林、西安、南京、蘇州、大連、青島、


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。