




| 加工定制:是 | 品牌:鐵馬 | 型號:TM-087 |
| 用途:節能燈組裝,老化用 | 別名:自動裝配機 | 規格:可定制 |

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

*******************************************************************************************************************************************************************************************


(一) 裝配機總體性能參數:
1.形 式:圓型;
2.外形尺寸:∮1900×H1600mm;
3.運轉方式:光電感應,節拍式PLC控制;
4.接線方式:3相5線;
5.額定電壓:AC380V;
6.最大功率:5KW;
7.氣 源:0.5-0.6Mpa;
8.耗 氣 量:≤1mз/min;
9.產 量:≤1300隻/H;
10.不 良 率:≤3%。
(二).適用范圍
燈種: LED燈;
規格:上塑件尺寸∮40-∮65mm,燈管長度≤120mm;
燈頭:E27 E26(自動裝配機專用,市場有售)。
(三).工作流程
1. LED燈工作流程:
1上燈→2校正中心→3理燈絲→4上燈頭→5旋燈頭A→6旋燈頭B→7LED燈測高壓→8試燈→9剪燈絲→10上鉚釘→11壓鉚釘→12打釘→13LED燈翻轉→14LED燈打膠→15LED燈上燈球泡→16LED燈下燈。
2.使用本裝配機時,要特別註意:
燈頭、燈絲、塑件、塑件組件是否符合本設備的要求。燈頭、鉚釘要參考乙方實樣;燈絲要單股易於成型,並不回彈;固定燈塑件的底麵要平。
3.半成品上本裝配機前手動合好,並一定要將一根燈絲嵌入塑件槽內(註意方向);將另一根燈絲拉直,高於塑蓋口35mm。
(四)LED燈各工位功能說明
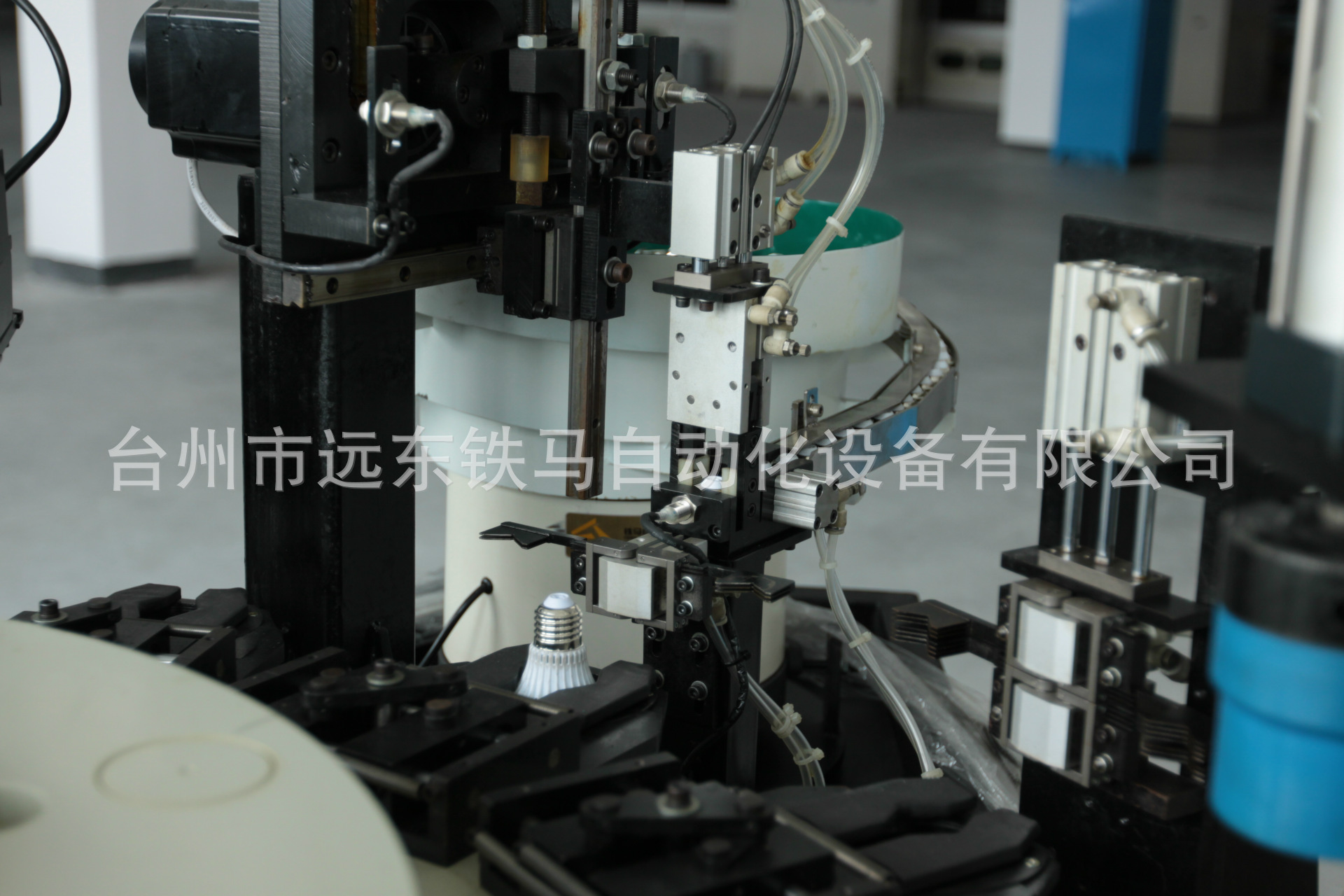
(1)名稱:上燈機構
用途:人工將半成品燈放入機構墊槽中,通過鋁盤旋轉,由機械手將燈有序的放進夾具中,不同型號的燈需配置不同的墊槽。
(2)名稱:校正中心
用途:校正半成品燈在夾具中的中心位置,使燈中心軸能與其他工序機構中心軸保持同軸。
(3)名稱:理燈絲
用途:通過兩機械手的上下相對運動,使燈頭一電源線垂直向上靠近中心軸位置,為下工序“上燈頭”做準備。
(4)名稱:上燈頭
用途:燈頭震動盤將燈頭自動送入進口處,通過燈頭分配機構將燈頭裝入半成品燈塑蓋口上。
(5)名稱:旋燈頭A
用途:旋緊燈頭,使燈頭與另一電源燈絲緊固接觸。
(6)名稱:旋燈頭B
用途:加固旋緊燈頭。
(7)名稱:LED燈測高壓
用途: LED燈特有工序,測試燈內部電路與外殼之間耐高壓絕緣性是否在合格參數內,刪選出次品。
(8)名稱:試燈
用途:通過檢測燈電流與功率是否在合格參數內,刪選出次品。
(9)名稱:剪燈絲
用途:將電源燈絲中的多餘部分剪掉,並將剩下部分壓平,為下工序“上鉚釘”做準備。
(10)名稱:上鉚釘
用途:鉚釘震動盤將鉚釘自動送入進口處,通過鉚釘分配機構將鉚釘裝入燈頭上。
(11)名稱:壓鉚釘
用途:將鉚釘壓緊到位。
(12)名稱:打釘/取次機構
用途:機構上部為“打釘”,通過壓套擠壓,在靠近燈頭底部四周打12個均勻分佈的凹點,將燈頭固定死;下部為“取次”,夾具離合器推動夾具張開,次品通過滑道滑下。
(13)名稱:LED燈翻轉
用途:LED燈特有工序,機械手將LED燈從夾具中取出,並翻轉放入轉盤定位器中。
(14)名稱:LED燈打膠
用途:將粘合膠打到LED燈殼上邊緣的內側,粘合膠的作用是粘合燈殼和球泡。
(15)名稱:LED燈上球泡
用途:球泡震動盤將球泡自動送入定位槽,通過真空發生器吸取將球泡裝入LED燈殼。
(16)名稱:LED燈下燈機構
用途:機械手將LED燈從定位器中抓取,通過滑道滑下。
(17)名稱:下燈機構
用途:夾具離合器推動夾具張開,正品燈通過滑道滑下。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




