| 品牌:SMC | 型號:CM2 | 適用范圍:11 |
| 種類:活塞式氣缸 | 缸徑:334(mm) | 理論作用力:2(N) |
| 最大負荷:12(N) | 最大力距:4(Nm) | 重量:0.5(kg) |
| 氣缸數:5 |
SMC氣缸引導活塞在其中進行直線往復運動的圓筒形金屬機件。工質在發動機氣缸中通過膨脹將熱能轉化為機械能;氣體在壓縮機氣缸中接受活塞壓縮而提高壓力。、渦輪機、旋轉活塞式發動機等的殼體通常也稱“氣缸”。氣缸的應用領域:印刷(張力控制)、半導體(點焊機、芯片研磨)、自動化控制、機器人等等。英文名:cylinder

編輯本段SMC氣缸種類
氣壓傳動中將壓縮氣體的壓力能轉換為機械能的氣動執行元件。氣缸有作往復直線運動的和作往復擺動的兩類(見圖)。作往復直線運動的氣缸又可分為單作用、雙作用、膜片式和沖擊氣缸 4種。
①單作用氣缸:僅一端有活塞桿,從活塞一側供氣聚能產生氣壓,氣壓推動活塞產生推力伸出,靠彈簧或自重返回。
②雙作用氣缸:從活塞兩側交替供氣,在一個或兩個方向輸出力。
③膜片式氣缸:用膜片代替活塞,隻在一個方向輸出力,用彈簧復位。它的密封性能好,但行程短。
④沖擊氣缸:這是一種新型元件。它把壓縮氣體的壓力能轉換為活塞高速(10~20米/秒)運動的動能,借以作功。沖擊氣缸增加瞭帶有噴口和泄流口的中蓋。中蓋和活塞把氣缸分成儲氣腔、頭腔和尾腔三室。它廣泛用於下料、沖孔、破碎和成型等多種作業。作往復擺動的氣缸稱擺動氣缸,由葉片將內腔分隔為二,向兩腔交替供氣,輸出軸作擺動運動,擺動角小於 280°。此外,還有回轉氣缸、氣液阻尼缸和步進氣缸等。
SMC氣缸作用
將壓縮空氣的壓力能轉換為機械能,驅動機構作直線往復運動、擺動和旋轉運動。
編輯本段SMC氣缸分類
直線運動往復運動的氣缸、擺動運動的擺動氣缸、氣爪等。
編輯本段SMC氣缸結構
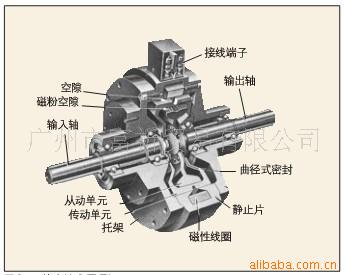
氣缸是由缸筒、端蓋、活塞、活塞桿和密封件組成,其內部結構如圖所示: SMC氣缸原理圖
1)缸筒 缸筒的內徑大小代表瞭氣缸輸出力的大小。活塞要在缸筒內做平穩的往復滑動,缸筒內表麵的表麵粗糙度應達到Ra0.8um。對鋼管缸筒,內表麵還應鍍硬鉻,以減小摩擦阻力和磨損,並能防止銹蝕。缸筒材質除使用高碳鋼管外,還是用高強度鋁合金和黃銅。小型氣缸有使用不銹鋼管的。帶磁性開關的氣缸或在耐腐蝕環境中使用的氣缸,缸筒應使用不銹鋼、鋁合金或黃銅等材質。 SMC CM2氣缸活塞上采用組合密封圈實現雙向密封,活塞與活塞桿用壓鉚鏈接,不用螺母。 2)端蓋 端蓋上設有進排氣通口,有的還在端蓋內設有緩沖機構。桿側端蓋上設有密封圈和防塵圈,以防止從活塞桿處向外漏氣和防止外部灰塵混入缸內。桿側端蓋上設有導向套,以提高氣缸的導向精度,承受活塞桿上少量的橫向負載,減小活塞桿伸出時的下彎量,延長氣缸使用壽命。導向套通常使用燒結含油合金、前傾銅鑄件。端蓋過去常用可鍛鑄鐵,現在為減輕重量並防銹,常使用鋁合金壓鑄,微型缸有使用黃銅材料的。
編輯本段產品系列
根據工作所需力的大小來確定活塞桿上的推力和拉力。由此來選擇氣缸時應使氣缸的輸出力稍有餘量。若缸徑選小瞭,輸出力不夠,氣缸不能正常工作;但缸徑過大,不僅使設備笨重、成本高,同時耗氣量增大,造成能源浪費。在夾具設計時,應盡量采用增力機構,以減少氣缸的尺寸。
缸筒的內徑大小代表瞭氣缸輸出力的大小。活塞要在缸筒內做平穩的往復滑動,缸筒內表麵的表麵粗糙度應達到Ra0.8um。對鋼管缸筒,內表麵還應鍍硬鉻,以減小摩擦阻力和磨損,並能防止銹蝕。缸筒材質除使用高碳鋼管外,還是用高強度鋁合金和黃銅。小型氣缸有使用不銹鋼管的。帶磁性開關的氣缸或在耐腐蝕環境中使用的氣缸,缸筒應使用不銹鋼、鋁合金或黃銅等材質。
SMC 氣缸所設緩沖裝置種類很多,上述隻是其中之一,當然也可以在氣動回路上采取措施,達到緩沖目的。 組合組合氣缸一般指氣缸與液壓缸相組合形成的氣-液阻尼缸、氣-液增壓缸等。眾所周知,通常氣缸采用的工作介質是壓縮空氣,其特點是動作快,但速度不易控制,當載荷變化較大時,容易產生“爬行”或“自走”現象;而液壓缸采用的工作介質是通常認為不可壓縮的液壓油,其特點是動作不如氣缸快,但速度易於控制,當載荷變化較大時,采用措施得當,一般不會產生“爬行”和“自走”現象。把氣缸與液壓缸巧妙組合起來,取長補短,即成為氣動系統中普遍采用的氣-液阻尼缸。氣-液阻尼缸工作原理見圖42.2-5。實際是氣缸與液壓缸串聯而成,兩活塞固定在同一活塞桿上。液壓缸不用泵供油,隻要充滿油即可,其進出口間裝有液壓單向閥、節流閥及補油杯。當氣缸右端供氣時,氣缸克服載荷帶動液壓缸活塞向左運動(氣缸左端排氣),此時液壓缸左端排油,單向閥關閉,油隻能通過節流閥流入液壓缸右腔及油杯內,這時若將節流閥閥口開大,則液壓缸左腔排油通暢,兩活塞運動速度就快,反之,若將節流閥閥口關小,液壓缸左腔排油受阻,兩活塞運動速度會減慢。這樣,調節節流閥開口大小,就能控制活塞的運動速度。可以看出,氣液阻尼缸的輸出力應是氣缸中壓縮空氣產生的力(推力或拉力)與液壓缸中油的阻尼力之差。
CE2 行程可讀出氣缸(帶制動型)
CEP1 高精度行程可讀出氣缸
CG1/CG1W… 氣缸
CJ2/CJ2W… 氣缸
CJ2X/CUX/CQSX… 低速氣缸
CJP/CJPB/CJPS 針型氣缸
CLQ/CLQ 薄型鎖緊氣缸
CLS/CLS 帶鎖氣缸
CNA/CNAW 帶鎖氣缸
CNG 帶鎖氣缸
CNS/CNS 帶鎖氣缸
CQM 薄型氣缸
CQM/CQM 薄型氣缸
CRA1 擺動氣缸
CRB1 擺動氣缸
CRB2 擺動氣缸
CRBU2 自由安裝型擺動氣缸
CRJ 微型擺動氣缸
CRQ2 薄型擺動氣缸
CS1/CS1W/CS1 * Q 氣缸
編輯本段SMC工作原理
根據工作所需力的大小來確定活塞桿上的推力和拉力。由此來選擇氣缸時應使氣缸的輸出力稍有餘量。若缸徑選小瞭,輸出力不夠,氣缸不能正常工作;但缸徑過大,不僅使設備笨重、成本高,同時耗氣量增大,造成能源浪費。在夾具設計時,應盡量采用增力機構,以減少氣缸的尺寸。 氣缸 下麵是氣缸理論出力的計算公式: F:氣缸理論輸出力(kgf) F′:效率為85%時的輸出力(kgf)--(F′=F×85%) D:氣缸缸徑(mm) P:工作壓力(kgf/cm2) 例:直徑340mm的氣缸,工作壓力為3kgf/cm2時,其理論輸出力為多少?芽輸出力是多少? 將P、D連接,找出F、F′上的點,得: F=2800kgf;F′=2300kgf 在工程設計時選擇氣缸缸徑,可根據其使用壓力和理論推力或拉力的大小,從經驗表1-1中查出。 例:有一氣缸其使用壓力為5kgf/cm2,在氣缸推出時其推力為132kgf,(氣缸效率為85%)問:該選擇多大的氣缸缸徑? ●由氣缸的推力132kgf和氣缸的效率85%,可計算出氣缸的理論推力為F=F′/85%=155(kgf) ●由使用壓力5kgf/cm2和氣缸的理論推力,查出選擇缸徑為?63的氣缸便可滿足使用要求。
編輯本段SMC公司介紹

SMC(中國)有限公司從日本引進瞭世界最先進的自動化生產技術、設備。全套設備主要包括:全自動精密壓鑄生產線、壓力成形生產線、數控精密專用加工生產線、表麵處理塗裝生產線、自動-半自動組裝檢測生產線等世界一流的生產線。目前,SMC(中國)有限公司生產的(日本制式、美國制式、歐洲制式)五大系列氣缸和新型號的氣動三聯件已經遠銷全球20多個國傢與地區。
SMC氣動元件超過11000種基本系列,610000餘種不同規格,主要包括氣動潔凈設備、電磁閥、各種氣動壓力、流量、方向控制閥、各種形式的氣缸、擺缸、真空設備、氣動機表元件及設備,以及其他各種傳感器與工業自動化元器件等。
編輯本段建設發展
SMC總公司於1994年9月開始在北京投資建廠,當時投資總額為20億日元,建立瞭占地麵積為20000m2的第一工廠。在北京經濟技術開發區,SMC的第一工廠尚未竣工時,就開始瞭第二工廠的建設。二廠的占地麵積為60000m2,相當於一廠的3倍。幾年來,SMC(中國)公司似乎是與自己賽跑的人,不斷追加投資,投資總額已達120億日元,註冊資金達100億日元。SMC的策略很簡單:建好一座廠房,引進先進設備,培訓一批人才,鞏固一流業績。SMC下一步建設的第三工廠的廠址選在北京天竺出口加工區,占地麵積更達到180000m2,相當於整個出口加工區麵積的45%。為瞭加強對客戶的技術支持和售後服務,SMC(中國)公司設立的營業所已經遍及上海、南京、無錫、天津、哈爾濱、西安等13個大城市。
第一,全球化戰略投資
SMC在北京建立的大型現代化企業是麵向全球的氣動元件生產、出口基地。也就是說,SMC在中國的投資是出於全球戰略佈局的重要選擇,而不是出於區域性投資的考慮。
第二,空降精銳部隊
SMC(中國)公司從日本引進瞭當今世界同行業最精銳的自動化生產設備。全套設備主要包括:全自動精密壓鑄設備、精密數控加工機床、程控陽極氧化處理生產線、自動化噴漆塗裝線、冷壓成形機、組裝生產線、自動檢測機,形成瞭精密鑄造――精密加工――表麵處理――組裝――出廠檢驗,完整的氣動元件現代化生產工藝流程。
第三,統一的質量標準
SMC的質量標準是全球的,SMC(中國)公司是中國氣動行業中第一傢率先通過ISO14001環境管理體系認證的企業。曾經有人對趙彤說,如果將SMC產品的質量降低一半、價格也降低一半,其產品可能在目前中國更有市場。趙彤則將產品分為四類,即高質高價、高質低價、低質高價、低質低價,第三種無疑會被淘汰,第四種的市場空間留給其他競爭對手,高質低價是企業、用戶永遠追求的目標。SMC絕不會隻為眼前的利益,放棄對高質量產品的追求,即進行產品開發時不將中國客戶與世界上的其他客戶區別對待,而是始終采取高質量的市場策略,耐心地等待中國市場的成熟,培育市場的成熟。
第四,精益求精的氣動產品大全
SMC對客戶永遠不說No,盡力滿足客戶的各種特殊需求。“精益求精的氣動技術,應有盡有的氣動元件”是趙彤親自訂下的基調,也是SMC對客戶的承諾。SMC(中國)公司正在生產的5大系列氣缸(日本制式、美國制式、歐洲制式)和全系列的氣動三聯件FRL產品均為2000年末、21世紀初最新設計的產品,具有國際一流水平。
第五,徹底的本地化管理
SMC通過派中國年輕的大學畢業生到日本去學習研究,通過在建廠初始階段請大批的日本工程技術人員到中國工廠進行技術指導,使中國的年輕人能夠迅速掌握完整的現代化生產加工工藝。SMC(中國)公司在建廠初期,有60餘名日本人進行技術指導。經過幾年的努力,公司的生產管理、設備管理、人員管理、資金管理、預決算管理、SMC全球連接核算等管理、技術均由中方人員獨立承擔,公司目前僅有5名日本人。在采訪中,記者留下瞭如此深刻的印象:SMC(中國)公司是跨國外商獨資企業本地化的典范。
第六,在世界廣泛合作
SMC於1967年在澳大利亞邁開瞭打入國際市場第一步。如今,在39個國傢,設立瞭230個營業所。隨著SMC國際行銷網絡的擴展,SMC在世界市場的占有率已經超過20%。2010年SMC 與北美最大的工業零配件經銷商之一,BDI公司,達成戰略合作協議。BDI在全球11個國傢有130多傢分公司(中國的獨資子公司是:必迪艾(天津)軸承有限公司),強強聯合,擴大世界市場份額。
編輯本段SMC(中國)有限公司大事
1993年6月——在清華大學、北京理工大學、哈爾濱工業大學建立瞭氣動技術中心
1994年9月——SMC(中國)有限公司註冊成立
1995年3月——SMC(中國)有限公司營業部成立
1995年6月——第一工廠1號棟廠房奠基
1996年6月——第一工廠1號棟廠房竣工、CYL生產設備搬入
1996年7月——第一支氣缸MBB80-100誕生
1996年9月——第一批氣缸出口日本
1997年1月——第二工廠建立,第一工廠2號棟廠房,第二工廠1、2號棟廠房竣工
1997年8月——SMC北京職工宿舍竣工
1997年9月——SMC北京工廠開業典禮
1999年8月——第一批氣缸出口美國
1999年9月——通過ISO9002質量體系認證
1999年10月——第二工廠3號棟廠房竣工、FRL生產設備搬入
1999年12月——第一批氣缸出口歐洲
2000年4月——第一個FRL產品AR10-M5誕生
2000年8月——第一批FRL產品出口日本
2000年8月——第二工廠4、5號棟廠房奠基開工
2000年8月——第三工廠18萬平米土地購入
2000年10月——建立南京理工大學氣動技術中心
2001年6月——第二工廠4、5號棟廠房竣工
2001年10月——第三工廠1、2號棟廠房奠基
2001年11——通過ISO14001環境管理體系認證
2002年1月——通過ISO9001(2000版)質量管理體系認證
2002年3月——被評為北京工業外商投資企業100強
2002年3月——被評為2001年度工業系統出口500強
2002年6月——上海分公司成立
2002年6月——上海浦東溫控器技術支持中心成立
2002年10月——SMC上海交通大學氣動技術中心成立
2003年2月——獲北京市人民政府頒發的2001-2002年度北京國際經貿外商合作獎
2003年4月——被評為首都精神文明單位
2003年6月——被評為北京經濟技術開發區5大出口企業和5大實際投資外商企業
2003年8月——被評為北京市防治非典型肺炎先進單位
2004年5月——上海分公司土地簽字機式舉行
2004年7月——在2003年度中國機械500強企業名單,SMC(中國)有限公司作為氣動行業唯一代表榜上有名(333位)
2004年9月——SMC(中國)有限公司研發中心奠基典禮
2004年9月——根據《日本經濟新聞》2004年9月21日發佈的結果,SMC在2004年度評選選出的日本最佳企業300強中名列第32位
2005年——北京第四工廠奠基,“SMC中國”被評為“2005年度中國機械500強企業”
2006年——SMC中國”被評為“2006年度中國機械500強企業”
2007年——SMC中國”被評為“2007年度中國機械500強企業”
2008年——SMC中國”被評為“2008年度中國機械500強企業”。“SMC Corporation”被評為“2008年度世界機械500強企業(躍居409名)”


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。