| 加工定制:是 | 型號:多款供選 | 規格:多種供選 |
| 材質:多款供選 | 粒度:多款供選(目) | 適用范圍:磨削木工或金屬工具,例如小刀、剪刀及鉆頭等。 |
磨石主要用於磨削木工或金屬工具,例如小刀、剪刀及鉆頭等。

加工材料 | 磨削要求 | 磨料 | 磨料代號 | 粒度 | 硬度 | 結合劑 | |
未淬火的碳鋼, 合金鋼 | 粗磨 | 棕剛玉 | A(GZ) | F36-F46 | M-N | V | |
精磨 | F46-F60 | M-Q | |||||
淬火的碳鋼, 合金鋼 | 粗磨 | 白剛玉 | WA(GB) | F46-F60 | K-M | ||
精磨 | 鉻剛玉 | PA(GG) | F60-F100 | L-N | |||
鑄鐵 | 粗磨 | 黑碳化矽 | C(TH) | F24-F36 | K-L | ||
精磨 | |||||||
F60 | K | ||||||
不鑄鋼 | 粗磨 | 單晶剛玉 | SA(GD) | F36-F46 | M | ||
精磨 | F60 | L | |||||
硬質合金 | 粗磨 | 綠碳化矽 | GC(TL) | F46 | K | V | |
精磨 | 人造金剛石 | RVD(JR1,2) | F100 | B | |||
高速鋼 | 粗磨 | 白剛玉 | WA(GB) | F36-F40 | K-L | V | |
精磨 | 鉻剛玉 | PA(GG) | F60 | ||||
軟青銅 | 粗磨 | 黑碳化矽 | C(TH) | F24-F36 | K | ||
精磨 | F46-F60 | K-M | |||||
紫銅 | 粗磨 | 黑碳化矽 | C(TH) | F36-F60 | K-L | B | |
精磨 | 鉻剛玉 | PA(GG) | F60 | K | V |

品種 | 代號 | 色 澤 | 特 征 | 選用范圍 |
棕剛玉
| A | 棕褐色 Tan | 硬度高、韌性大、價格低、應用廣泛 | 適用於普通鋼材的磨削、自由磨削、粗磨削,也可磨抗拉強度較高的金屬,如碳素鋼、合金鋼、可鍛鑄鐵、硬青銅的普通磨削、切斷、自由磨削 |
白剛玉
| WA | 白色
| 硬度高於棕剛玉,韌性稍低,磨削性能好,磨削熱量小 | 適用於淬火鋼、高速鋼、高碳鋼等強度大、硬度高的材料的工件的普通磨削,也可用於螺紋、齒輪及薄壁零件的加工 |
鉻剛玉 | PA | 桃紅 玫瑰紅 | 磨粒切削刃鋒利、棱角保持性好、耐用度較高,比白剛玉韌性高。 | 適用於成型磨削,刀具、量具、機表零件、螺紋工件等零件的精密磨削,以及其它各種高光潔度的表麵加工 |
綠碳化矽 | GC | 綠色 | 硬度高僅次於碳化硼和金剛石,性脆、磨粒鋒利、具有導熱性。 | 適用於磨硬質合金、光學玻璃、陶瓷、寶石 、瑪瑙、珩磨汽缸套以及其它一些硬脆性材料 |
單晶剛玉
| SA | 淡黃色 | 與A、WA比較,硬度高、韌性大,呈單顆粒球狀晶體,抗破碎性較強。 | 適用於不銹鋼、高釩高速鋼等韌性大、硬度高的材料及易變形燒傷的工作
|
微晶剛玉 Micro alundum | MA | 棕黑色 | 磨料由微小晶體組成,韌性大、強度高,磨粒呈微刃破碎,自銳性好 | 適用於不銹鋼、軸承鋼和特種球墨鑄鐵等。用於成型磨、切入磨、鏡麵磨等
|
鋯剛玉 Zirconium alundum | ZA | 灰褐色
| 韌性好、強度和耐磨性高,隨ZrO含量增加,性能也隨之提高 | 適用於不銹鋼、鈦合金、耐熱合金等
|

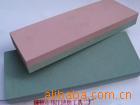
油石
oilstone
油砥石 (アブラトイシ)
用磨料和結合劑等制成的條狀固結磨具。油石在使用時通常要加油潤滑,故名。油石一般用於手工修磨刀具和零件,也可裝夾在機床上進行珩磨和超精加工。油石有人造的和天然的兩類,人造油石由於所用磨料不同有兩種結構類型。①用剛玉或碳化矽磨料和結合劑制成的無基體的油石,按其橫斷麵形狀可分為正方形、長方形、三角形、刀形(楔形)、圓形和半圓形油石等;②用金剛石或立方氮化硼磨料和結合劑制成 的有基體的油石,有長方形、三角形和弧形油石等。天然油石是選用質地細膩又具有研磨和拋光能力的天然石英巖加工成的,適用於精密機械、鐘表和工具等制造行業中的手工精密修磨。
油石一般有六種:綠碳化矽的、白剛玉的、棕剛玉的、碳化硼的、紅寶石的(又名燒結剛玉)和天然玉的。
碳化硼油石:粒度在400至1000之間,粒度越小越粗糙,磨削量越大,用於半成刀具的磨削,而其本身硬度強,特別耐磨,油石不易出劃橫天然玉油石:是油石中粒度最細的一種,隻是用於拋光,幾乎沒有磨削量;在油石上塗上W0.5的金剛石研磨膏後,能把刀的表麵磨成鏡麵紅寶石油石:介於碳化硼和天然玉之間,粒度在1000至2000之間,主要用於開刃,刃口鋒利,加上W0.5的金剛石研磨膏也能達到鏡麵的效果,另外,關於金剛石研磨膏,粒度從W40到W0.5,W40最粗,磨削量大,W0.50最細,用於拋光,而且不退火,再硬的刀也能研磨。
使用方法
把粗的W40的研磨膏塗在碳化硼油石上,可以加快加大磨削量,不退火。然後,要把刀上的粗的研磨膏清洗乾凈後,再使用W0.5的研磨膏,塗再紅寶石或者天然玉上,用於拋光,拋出來的效果就是鏡麵瞭。綠碳化矽的、白剛玉的、棕剛玉的這三種油石硬度不夠,再加上粒度有點粗,容易把刀磨出劃橫,而且另外三種油石在拋光、磨削時不會退火。粒度大於1000的就沒有什麼區別瞭,主要決定於用的研磨膏瞭,把W1.5的研磨高塗再1000目的紅寶石上,它的研磨效果就是W1.5的研磨高的效果,即2500粒度的油石效果。
研磨膏的型號與粒度對應如下:
W5--1200目
W3.5--1500目
W2.5--2000目
W1.5--2500目
W1--8000目
W0.5--最細,國傢標準中未標明具體數值
而碳化硼、紅寶石、天然玉是說得三種材質,材質不同,其效果就有出入:
碳化硼-主要磨削
紅寶石-主要開刃,加上細粒度的研磨膏,也可以拋光,出鏡麵
天然玉-隻是拋光
磨硬材料時,選較軟的磨具,反之,選較硬的磨具 | 硬材料難磨削,磨粒易磨鈍,選軟一些;軟材料易磨削,磨粒不易磨鈍,選硬一些. |
磨削軟而韌性大的有色金屬材料時,硬度應選得軟一些。 | 磨軟而韌的有色金屬材料時,砂輪易堵塞,為提高砂輪自銳性,則硬度應選得軟一些. |
磨削導熱性差的工件和刃磨刀具時,應選較軟的砂輪。 | 此類材料硬度高,導熱系數低,磨削區溫度不易散去,避免燒傷,退火. |
切入磨削外圓比縱向進給磨削外圓所選用磨具硬度軟些. | 避免燒傷工件. |
成型磨削和磨削斷續表麵時,磨具硬度要選高些. | 保證工作的正確幾何形狀。 |
平麵磨削進磨具硬度應選軟些,端麵磨比圓周磨削時,磨具硬度應選軟些。磨削時,工件與磨具的接觸麵大或進給量大時,砂輪硬度應選軟些. | 磨具與工件接觸麵積大,磨粒易磨鈍,磨削熱量增高,工件易燒傷。 |
內圓磨削較外圓、平麵磨削所選磨具硬度要高些. | 內圓磨削時,磨具線速度低,所以硬度要選高一些。 |
刃磨刀具時,選用硬度較軟砂輪 | 刃磨刀具時,工件散熱條件差,易產生燒傷、裂紋,一般在H-L間選用。, |
高速磨削的砂輪硬度要比普通磨削砂輪硬度低1-2級. | 因砂輪在高速旋轉下獲得的“動力硬度”高,故硬度應低些。 |
用冷卻液磨削要比乾磨的砂輪硬度高些. | 乾磨時工件易發熱,選砂輪硬度時,要比冷卻液軟1-2級。 |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。