




| 型號:超音波 | 品牌:華聯 | 動力形式:超音波 |
| 控制方式:自動 | 頻段:高頻 | 驅動形式:電動 |
| 作用原理:脈沖 | 升降控制:電動 | 焊接原理:塑焊、來電詳談 |
| 作用對象:塑料 | 電流:交流 | 重量:150(kg) |
| 產品別名:53847c1、超音波、超音波塑焊機、東莞超音波 |
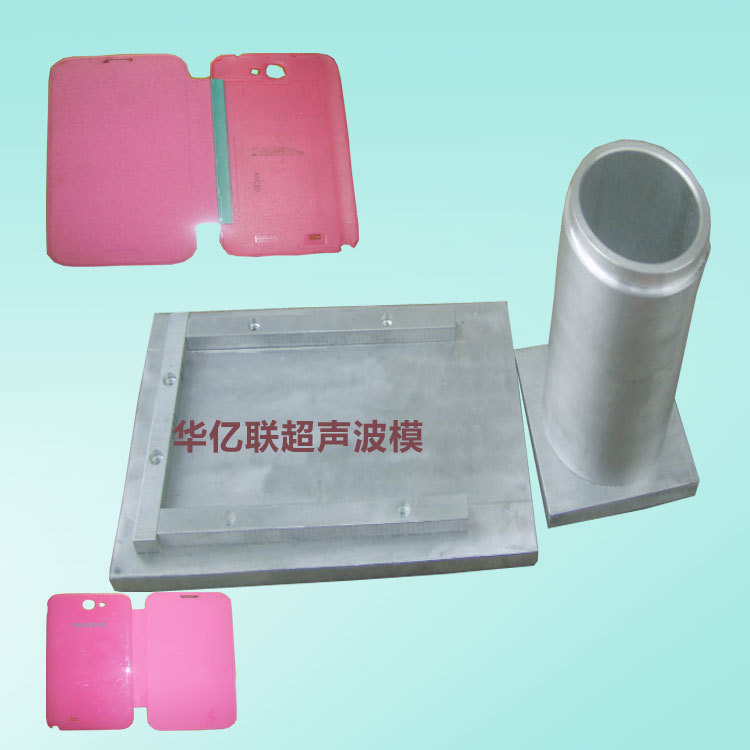
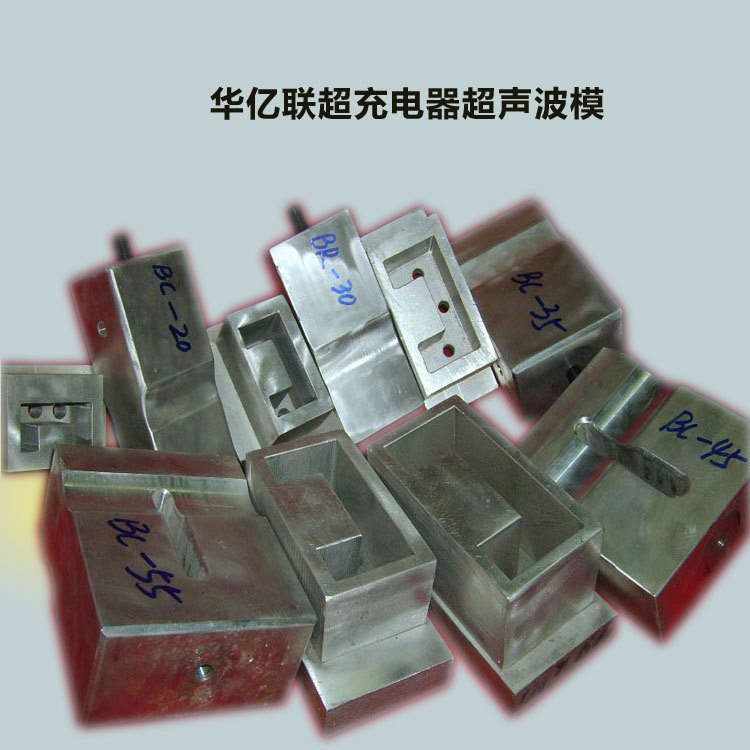
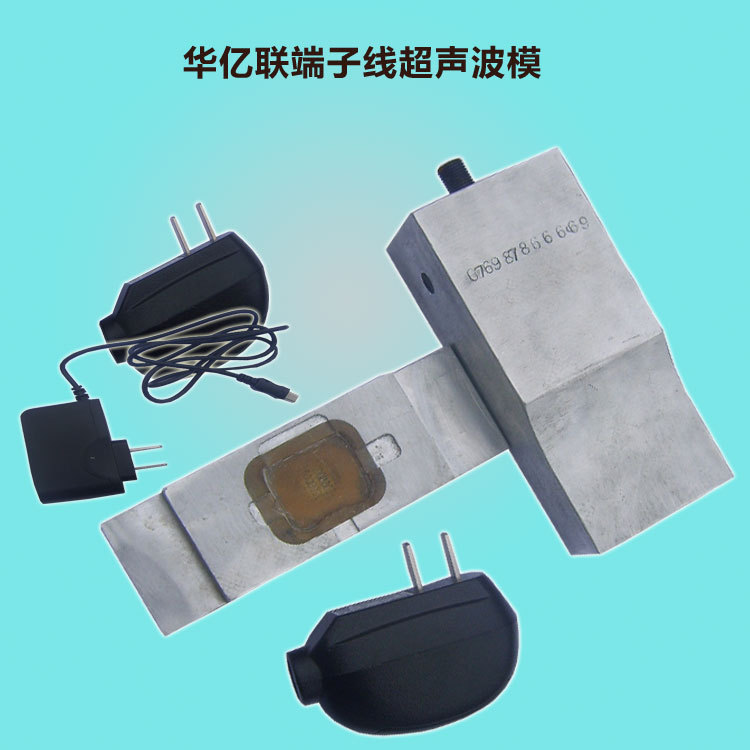
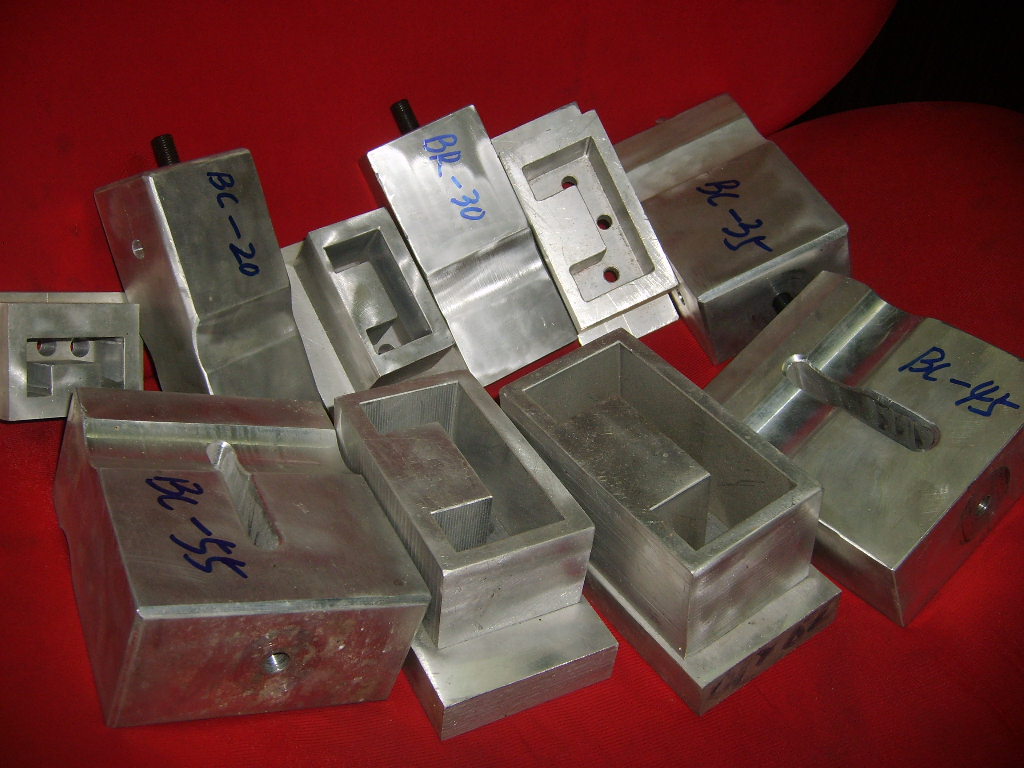
自產自銷超音波、吸塑機、高週波、熱收縮機、打包機等各類包裝機械,並配套提供超音波模、高週波模、吸塑電木模等,如要購買這些包裝設備請來東莞鳳崗華億聯包裝機械。
超音波熔接是一種高科技,一切熱溶性塑料制品皆可應用。
現今,應用超音波技術於塑膠工業生產上已為極為普遍,由於應用此技術可取代傳統生上所用的膠水,粘合劑,扣釘,或其它機械固定法。從而提高生產效率及質量,降低成本,故為一般生產商所樂於采用,其應用范圍廣泛,如汽車業、玩具業、醫療用品業、日用品業等等,比比皆是。
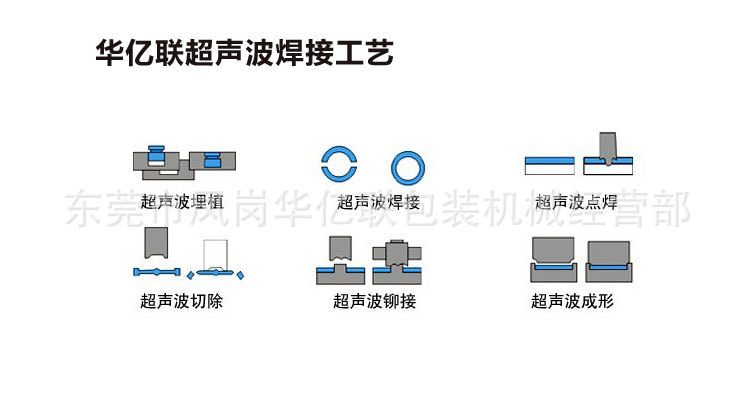
基本原理是利用換能器系統使用電信號轉換為高頻機械振動。通過高速熱磨擦,令塑膠熔合。按其它方式可分為直接與傳導二種熔接方法。
直接熔接:即先使材質如線或帶相互重疊,固定於塑膠熔接機類具上,讓其能量轉換器(HORN)直接在上麵產生音波振動效能而熔接
傳導熔接:即熔接時,離超音波振動,隔一段距離其音波振動傳導熔接
機型: | HL-1520超音波塑焊機 | |
功率:1500W | ||
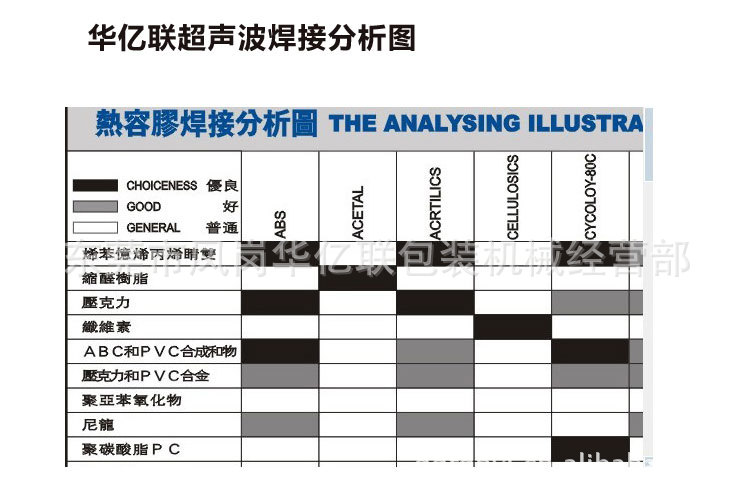
A、可熔接除鐵氟龍以外的熱可塑性塑膠;
B、熔接時間極為短暫,通常范圍0.05-1秒;
C、可經由介質如水、油等熔接於接合麵;
D、熔接效果,可達氣密,液密封效果;
E、可作直接與傳導熔接;
F、熔接能量因塑膠材質而易,而且並非超音波振動全部材質,隻選擇適合發生的振動麵生熱,所以
產品表麵無傷痕之考慮,此為傳導熔接之特色,在較硬的塑膠質熔接時,更能發揮其熔接效果;
G、超音波熔接不會產生如化學藥劑之毒性,為一安全的的熔接加工;
H、無須添加任何粘劑,振動簡單快捷;
1使用前的準備
1)當超音波焊接機運到後,拆卸包裝,檢查各控制器、指示器和表麵有無損壞的痕跡,檢查各處有無松動。
2)塑焊機應安放在堅固的台面上,要求焊機背遠離熱源至少0.2米,並要確保外殼頂部沒有障礙,以便焊機排出氣無阻。
3)核對控制箱背上標牌的電壓要求,並要確保系統的良好。
4)將機器的電源及氣源連接,註意要先將電源開關判斷。
5)空氣管路接於乾凈且不含潤滑劑的壓縮空氣源,最大壓力為表壓,即0.7兆帕。
6)將下降速度控制器調於較低的位置,並將壓力調節器定於0.2兆帕。
2模具的架設技巧
7)放松機架鎖緊把手,升高至一定高度(視模具而定)。
8)松微動升降調整螺絲至最低。
9)裝上模具後旋緊,按下降開關使模具下降。
10)放置底模和熔接物體。
11)轉動升降手輪,接觸熔接物品後,按上升開關使上模上升,再轉動升降手輪,再下降1-2mm後鎖緊手柄。
12)按上升開關,再1-2次下降,確定架模準確後,固定下模。
13)下模固定時,讓機體壓住下模後鎖緊,避免定置偏移。
14)下模固定後,按上升開關,使上、下模分開。
15)如遇上下不平行,可調節工作臺板(一般工作臺板在出廠時已調好,無特殊情況,不要調)調節方法:先松開四個工作臺鎖緊螺絲,調節下麵四個滾花的升降螺母,直到上下模平行為止,最後再擰緊四個螺釘。
1) 需要增加振幅的場合:A、焊接時能量不足,造成焊接效果差,或焊接速度太慢;
B、超聲振動穿透焊接麵,可以感覺到夾具在振動,或焊接零件的下麵產生夾具的壓痕;
C、負載指示表的調整有困難;
D、鉚接時,熔化發生塑料件底部而不是頂部。
C、調諧時,負載指示表指針不動;
D、塑料零件或金屬鑲嵌件被損壞;
E、焊接頭中心區域發熱。
特點:
1.全機采用同心直軸設計防止後仰,提高焊接精度。
2.機臺設有限位裝置微調,使焊接均勻,提高產品合格率。
3.用齒輪上升下降設計,調整方便。
4.上升下降速度分開調節,提高工作效率。
5.換能器組采用四個水平螺絲調整,調整方便準確。
6.氣動原件采用進口系列,經久耐用。
7.過載保護電路設計(電流,頻率),零件采用歐美日優良零件,品質佳,出力強。
8.時間控制采用三位數字撥碼開關,可調整





1/100秒之精確度,調整簡便,故障率低


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




