




| 類型:高頻釬焊機 | 型號:WH-VI-30 | 頻段:高頻 |
| 品牌:力牌 | 動力形式:高週波 | 產品別名:高頻焊機 |
| 電流:交流 | 用途:焊接 | 作用對象:金屬 |
| 工作電壓:380 | 工作溫度:200-1300 | 工作頻率:30KHZ |
| 焊接厚度:50 | 焊料:銅焊料 | 加工定制:是 |

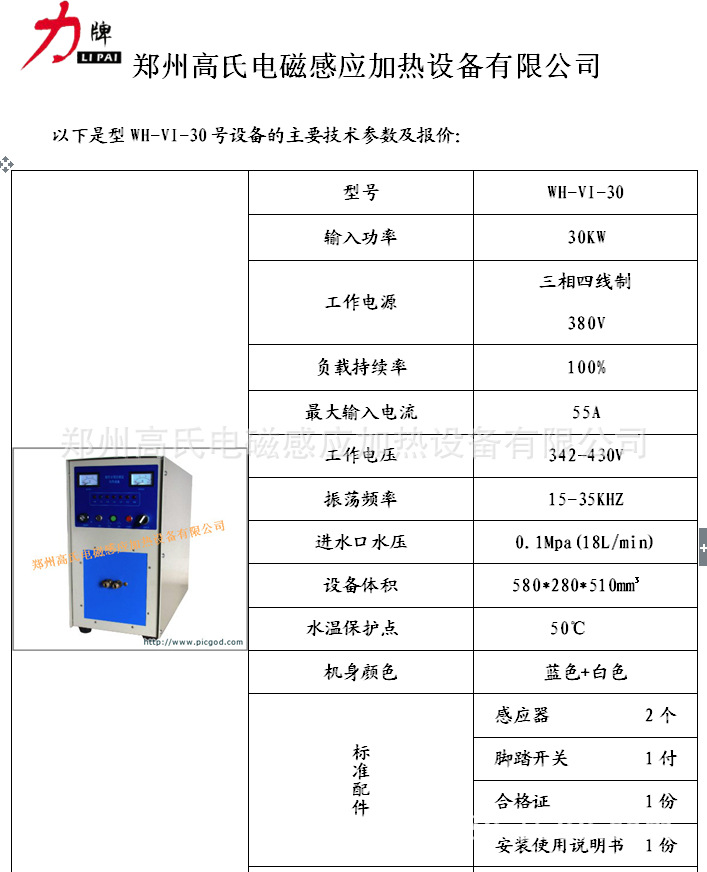
鄭州高氏電磁感應加熱設備有限公司
![]()
![]()


![]()
![]()
新一代力牌微型高中頻感應加熱電源,是您最理想的環保加熱設備。它主要是通過對工件的加熱等處理後使得金屬材質的硬度發生變化。
一、應用領域:
1、 各種五金工具、手工具。如鉗子、板手、錘子、斧頭、旋具、剪刀(園藝剪)等的淬火;
2、 各種汽車、摩托車配件。如曲軸、連桿、活塞銷、鏈輪、鋁輪、氣門、搖臂軸、傳動半軸、小軸、拔叉等的淬火;
3、 各種電動工具。如齒輪、軸心;
4、 機床行業類。如機床床麵、機床導軌等的淬火;
5、 各種五金金屬零件、機械加工零件。如軸類、齒輪(鏈輪)、凸輪、夾頭、夾具等的淬火;
6、 五金模具行業。如小型模具、模具附件、模具內孔等的淬火.

設備特點:
1.采用德國原裝西門子IGBT功率模塊;采用富士整流模塊;采用環氧樹脂澆註功率輸出變器24小時連續工作以電磁效應原理,使處於交變磁場中的金屬材料內部迅速感應出很大渦流,從而使金屬材料升溫直到熔化的一種電感應加熱設備,也可穿透非金屬材料,對金屬材料局部或者全部迅速加熱.
2.設備出問題,90%是由於水質不達標引起的,內循環水系統是我司為專門為提高中頻電源穩定性而特制的配套設備之一,可以大幅提高電源穩定性,又經濟實惠,性價比高:
3.加熱快:最快加熱速度不到1秒,(速度快慢可調節控制).
4.加熱廣:可加熱各式各樣的工件(根據工件形狀不同更換可拆卸式感應圈)
5.安裝方便:連接電源,感應圈和進出水管即可使用;體積小、重量輕、使用非常方便.
6.操作簡便:幾分鐘即可學會啟動快:通水通電後即可啟動加熱
7.耗電少:熱損失少,比摩阻小,能源消耗較其他同類產品少20%-30%,降低瞭生產成本。
8.效果好:加熱非常均勻(也可通過調節感應圈的疏密,使工件各部位獲得各自需要的溫度),升溫快,氧化層少,退火後無廢品
9.功率可調:無極調節輸出功率保護全:設有過壓、過流、過熱、缺水等報警指示,並自動控制和保護。
10.安全:設有過壓、過流、過熱、缺水等報警指示,並自動控制和保護。無高壓,工人操作安全。
11.設備的安裝、操作、清洗都簡潔方便,經濟實用。
![]()
高頻加熱爐使用註意事項
1、冷卻水應保證水質清潔無雜質,若水質太差,應在水入口處加過濾器,工作時嚴禁缺水。
2、使用中應防止感應器短路。
3、感應器應隨時保持清潔,多匝感應器更應如此,以防止匝間短路,點接觸部位應保持乾凈防止氧化。
4、設備內部主要功率器件均采用水冷,冷卻水的溫度對功率器件的冷卻效果至關重要,在停止工作的間隙時間,請不要關冷卻水,對於負載持續率為100%的用戶冷卻水水溫最好低於40℃,條件允許推薦使用軟水。5、使用普通水作冷卻水的用戶,應定期(以水質而定,一般為兩個月為一個周期),對設備內的管路進行除垢處理,以防設備因散熱不暢而損壞。除垢劑選用普通汽車水箱除垢劑,按1∶40稀釋後直接泵入設備管路進行清洗。
6、機內應保持清潔,應定期用毛刷和壓縮空氣清除電路板和其它部件上的灰塵。
7、隨時保持風冷、水冷通道暢通無阻。
8、設備內部電路板的可調器件均與設備的可靠性、安全性密切相關,用戶及維修人員均不得擅自調動。
9、感應器連接板、主機與變壓器連接接頭應經常用砂紙打磨,用酒精清潔,保持良好的點接觸。
![]()
感應加熱表麵淬火的應用
1.承受扭轉、彎曲等交變負荷作用的工件,要求表麵層承受比心部更高的應力或耐磨性,需對工件表麵提出強化要求,適於含碳量We=0.40~0.50%鋼材。
2.工藝方法 快速加熱與立即淬火冷卻相結合。 通過快速加熱使待加工鋼件表麵達到淬火溫度,不等熱量傳到中心即迅速冷卻,僅使表層淬硬為馬氏體,中心仍為未淬火的原來塑性、韌性較好的退火(或正火及調質)組織。
3.主要方法: 感應加熱表麵淬火(高頻、中頻、工頻)火焰加熱表麵淬火,電接觸加熱表麵淬火,電解液加熱表麵淬火,激光加熱表麵淬火,電子束加熱表麵淬火。
4.感應加熱表麵淬火
5.基本原理: 將工件放在用空心銅管繞成的感應器內,通入中頻或高頻交流電後,在工件表麵形成同頻率的的感應電流,將零件表麵迅速加熱(幾秒鐘內即可升溫800~1000度,心部仍接近室溫)後立即噴水冷卻(或浸油淬火),使工件表麵層淬硬。(如下麵動畫所示)
6.加熱頻率的選用 室溫時感應電流流入工件表層的深度δ(mm)與電流頻率f(HZ)的關系為 頻率升高,電流透入深度降低,淬透層降低。
7.常用的電流頻率有:
高頻加熱:100~500KHZ,常用200~300KHZ,為電子管式高頻加熱,淬硬層深為0.5~2.5mm,適於中小型零件。
中頻加熱:電流頻率為500~10000HZ,常用2500~8000HZ,電源設備為機械式中頻加熱裝置或可控矽中頻發生器。淬硬層深度~10 mm。適於較大直徑的軸類、中大齒輪等。
工頻加熱:電流頻率為50HZ。采用機械式工頻加熱電源設備,淬硬層深可達10~20mm,適於大直徑工件的表麵淬火。
![]()
如何選擇、選用感應加熱設備呢?主要要從幾個方麵考慮:
1、被加熱的工件形狀和尺寸
工件大、棒料、實材,應選用相對功率大,頻率低的感應加熱設備;工件小、管材、板材、齒輪等,則選用相對功率小,頻率高的感應加熱設備。
2、需要加熱的深度和麵積
加熱深度深,麵積大,整體加熱,應選用功率大,頻率低的感應加熱設備;加熱深度淺,麵積小,局部加熱,選用相對功率小,頻率高的感應加熱設備。
3、所需的加熱速度
需要的加熱速度快,應選用功率相對較大,頻率相對較高的感應加熱設備。
4、設備的連繼工作時間
連續工作時間長,相對選用功率略大的感應加熱設備。
5、感應部件與設備的連線距離
連線長,甚至需要使用水冷電纜連接,應相對選用功率較大的感應加熱設備。
6、工藝要求
一般來說,淬火、焊接等工藝,相對可以功率選小一些,頻率選高一些;退火、回火等工藝,相對功率選大一些,頻率選低一些;紅沖、熱煅、熔煉等,需要透熱效果好的工藝,則功率應選得更大,頻率選得更低。
7、工件的材料
金屬材料中熔點高的相對選用功率大一些,熔點低的相對選用功率小一些;電阻率小的選用功率大一些,電阻率大的選用功率小一些。
![]()


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




