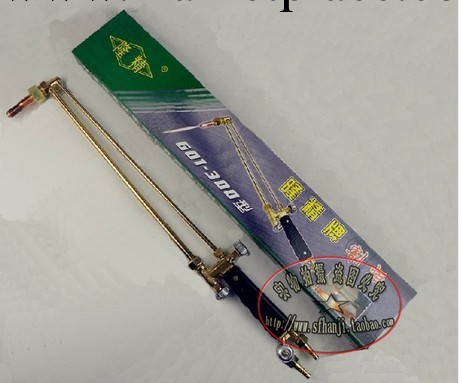
| 加工定制:否 | 型號:H01-6 | 類型:射吸式焊矩 |
| 品牌:隆興 | 焊矩總長:380(mm) | 壁厚:標準(mm) |
| 焊/切厚度:2-6(mm) | 可換焊嘴數目:3 | 工作壓力:標準(KN) |
| 適用范圍:焊接 | 用途:焊接 |
| 加工定制:否 | 型號:H01-6 | 類型:射吸式焊矩 |
| 品牌:隆興 | 焊矩總長:380(mm)(mm) | 壁厚:標準(mm) |
| 焊/切厚度:2~6(mm)(mm) | 可換焊嘴數目:3 | 工作壓力:標準(KN) |
| 適用范圍:焊接 | 用途:焊接 |
焊炬又稱焊槍,是利用氧氣和中低壓乙炔作為熱源,焊接或預熱黑色金屬或有色金屬工件的工具。是氣焊操作的主要工具。 焊炬的作用是將可燃氣體和氧氣按一定比例均勻地混合,以一定的速度從焊嘴噴出,形成一定能率、一定成分、適合焊接要求和穩定燃燒的火焰。焊炬的好壞直接影響氣焊的焊接質量,因而要求焊炬應具有良好的調節氧氣與可燃氣體的比例和火焰能率的性能,使混合氣體噴出的速度等於或大於燃燒速度,以使火焰穩定地燃燒。同時還要求焊炬的重量要輕,使用時應操作方便、安全可靠。
割炬的安全使用
常用的射吸式焊炬型號
(1)選擇合適的割嘴應根據切割工件的厚度,選擇合適的割嘴。裝配割嘴時,必須使內嘴和外嘴保持同心,以保證切割氧射流位於預熱火焰的中心,安裝割嘴時註意擰緊割嘴螺母。
(2)檢查射吸情況射吸式割炬經射吸情況檢查正常後,方可把乙炔皮管接上,以不漏氣並容易插上、拔下為準。使用等壓式割炬時,應保證乙炔有一定的工作壓力。
(3)火焰熄滅的處理點火後,當擰預熱氧調節閥調整火焰時,若火焰立即熄滅,其原因是各氣體通道內存有臟物或射吸管喇叭口接觸不嚴,以及割嘴外套與內嘴配合不當。此時,應將射吸管螺母擰緊;無效時,應拆下射吸管,清除各氣體通道內的臟物及調整割嘴外套與內套間隙,並擰緊。
(4)割嘴芯漏氣的處理預熱火焰調整正常後,割嘴頭發出有節奏的“叭、叭”聲,但火焰並不熄滅,若將切割氧開大時,火焰就立即熄滅,其原因是割嘴芯處漏氣。此時,應拆下割嘴外套,輕輕擰緊嘴芯,如果仍然無效,可再拆下外套,並用石棉繩墊上。
(5)割嘴頭和割炬配合不嚴的處理點火後火焰雖正常,但打開切割氧調節閥時,火焰就立即熄滅。其原因是割嘴頭和割炬配,合麵不嚴。此時應將割嘴擰緊,無效時應拆下割嘴,用細砂紙輕輕。研磨割嘴頭配合麵,直到配合嚴密。
(6)回火的處理當發生回火時,應立即關閉切割氧調節閥,然後關閉乙炔調節閥及預熱氧調節閥。在正常工作停止時,應先關切割氧調節閥,再關乙炔和預熱氧調節閥。
(7)保持割嘴通道清潔割嘴通道應經常保持清潔光滑,孔道內的污物應隨時用通針清除乾凈。
(8)清理工件表麵工件表麵的厚銹、油水污物要清理掉。在水泥地麵上切割時應墊高工件,以防銹皮和熔渣在水泥地麵上爆濺傷人。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。