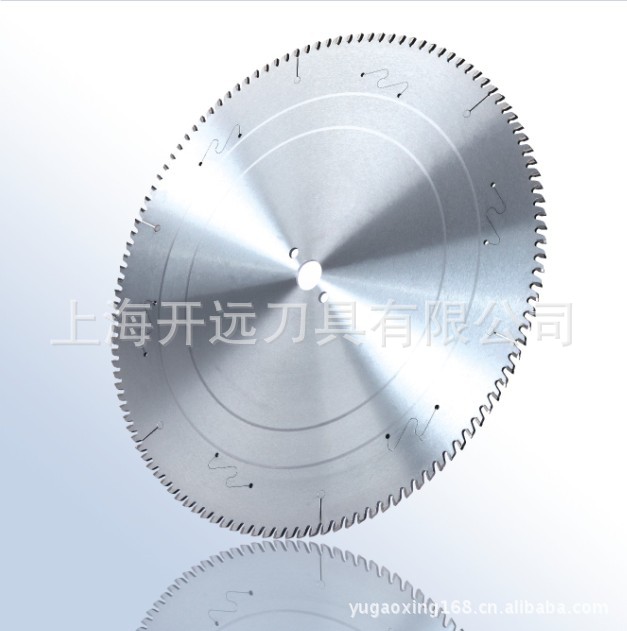
| 品牌:LANSI | 型號:405*100T | 是否標準件:標準件 |
| 標準編號:02123045882 | 材質:合金 | 用途:切鋁鋸片 |
| 是否塗層:非塗層 | 適用機床:精密切割設備 | 規格:405*3.5*30*100T |
| 樣品或現貨:現貨 | 是否進口:是 | 加工定制:是 |
| |

歡迎您關註上海開遠刀具旺鋪,公司以幫助客戶解決刀具的問題為起點,客戶節約生產運營成本為目標;給您提高高品質、低價格的精密合金鋸片銑刀;讓您買的放心、用的安心、售後服務更不用擔心!!! ……………………………………………………………………………………………………… 技術應用: 鋁型材及實心鋁材的鋸切、及橫向截斷的微量潤滑設備 切削材料: 有色金屬、塑料等 適用設備: 雙端斜切鋸機、數控加工中心、自動橫向截斷鋸機、智能加工設備等 設計: 鋼性鋸身設計、降低加工噪音 鋸齒: 梯平齒、硬質合金刀頭
|
|
本公司長期經營正品ng style="line-height: 1.5;">AKE 、ng style="line-height: 1.5;">AISO日本相曾 、ng style="line-height: 1.5;">DIMAR以色列大馬 、ng style="line-height: 1.5;">freud銳無敵 、ng style="line-height: 1.5;">日本兼房 、ng style="line-height: 1.5;">小次郎 等品牌的刀具、鋸片的批發和零售,價格實惠,性能優異,在同行中信譽佳,歡迎新老客戶咨詢選購,本公司竭誠為您提供最優質快捷的服務。另可以訂做各類非標鋸片。
| ng style="line-height: 28px; color: #ffffff; font-size: 14px;">你可能也會 |
|
買傢須知 |

鋸片修磨:
在鋸片使用一定時間後,會產生加工的產品效果不理想(如爆口);機床的能耗明顯增大時;應及時修磨。修磨鋸片應采用全自動數控磨齒機床;並按照原有的設計角度進行修磨;采用優質的金剛石砂輪D400-600目;為瞭客戶的需求我公司也配備瞭數臺全自動數控磨齒機;提高對客戶的服務質量 1.合金鋸片結構簡介 2.如何正確選購鋸片 3.鋸片使用中常見問題的原因和解決方法 4.合金鋸片如何選擇齒形和角度 5.如何鑒別優質的硬質合金鋸片 6.合金鋸片修磨流程 目前,針對市場上有很多鋸片研磨小工廠,手工作坊;研磨鋸片隻對鋸齒前角,進行簡單粗糙處理,處理後都改變瞭鋸片原有角度,鋸片後角,側角,及齒室根本就沒有處理條件,研磨後根本不對其加工後產品進行檢測,校正等。
據客戶反映我司研磨收費較高;研磨時間較長等情況,做一個說明,介紹一下研磨工藝流程檢測工藝,及相關技術標準等。
A.當收到客戶需研磨鋸片後,首先,建立客戶產品檔案,把所有鋸片放攝氏50度溫水浸泡30分鐘後,再進行清洗,除銹,除粘合物處理進行初步直觀檢驗,把有明顯缺陷不能再研磨產品,清洗後標註好客戶編號,直接放返卻區內,待需研磨品完成後一同寄給客戶。
B.接著用二次元測量機進行角度檢測,包括齒前角;後腳;側角檢測(看否有裂痕,缺角等),然後放投影機上放大50-100倍,來確定鋸齒原來角度鋸片磨損情況;如齒缺角較小,我們可以適當提高研磨量,來降低客戶生產成本。
C.如果有合金齒需要更換,則用德國KAHNY全自動焊齒機進行齒交換作業。
D.接下來進行鋸片應力校正,這一步研磨鋸片非常關鍵工序;需要由非常有經驗技師來完成,鋸片高速運轉過程,由於外力作用下,鋸片應力已經發生瞭變化,所以會出現鋸路變大;表麵粗糙等現象;我們應力調整都要求2遍以上;如果可以校正標準范圍(指日本兼房鋸片生產技術標準)內,則進入到下一道工序,反之,我們會客戶聯系,征詢客戶意見,如客戶要求研磨,我們則進行精密修磨,不過,完成後我們會鋸片包裝內,附上鋸片偏差具體數據等。我們研磨首先用日本進口200粒度金剛石砂輪進行粗研磨,然後再用600粒度砂輪進行精密研磨。 |
快遞與郵資說明 |
公司默認匯通快遞 江浙滬地區運費我公司承擔 其他地區起步運費我公司承擔 續重需買傢自行承擔,如需其他快遞 運費全部有買傢承擔 |

新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。