



| 品牌:逸邁 | 型號:進口雙刃直槽銑刀 | 類型:二維雕刻、切割 |
| 材質:鎢鋼 | 是否塗層:非塗層 | 是否進口:是 |
| 適用機床:雕刻機 | 加工范圍:中密度纖維板、硬木、有機玻璃等 | 標準編號:M2ZC-3.12 |
| 規格:3.175*12 | 是否標準件:標準件 | 樣品或現貨:現貨 |
| 是否提供加工定制:是 | 是否庫存:庫存 | 建議零售價:25.00 |
| 是否批發:批發 |
| 強烈推薦 | 1.浮雕專用刀 | 6.木材鏤銑刀 | 優點: | 1.圖像精細、無毛刺 | 6.成形效果好、加工效率高 |
| 2.密度板切割 | 7.不銹鋼切割與雕刻 | 2.不粘刀、無毛刺、不斷刀 | 7.無毛刺、耐磨性強 | ||
| 3.石材專用刀 | 8.玉石、飾品類雕刻 | 3.耐磨性強、不斷刀 | 8.精細度高、刃口耐用度高 | ||
| 4.鋁材切割與雕刻 | 9.PCB雕刻 | 4.刀刃鋒利、不粘屑、無煙 | 9.不斷刀、無毛刺 | ||
| 5.壓克力切割與雕刻 | 10.3D雕刻 | 5.刀刃鋒利、不粘屑、無煙 | 10.單刃設計、排屑好、刃口鋒利 |
| |||||||
| |||||||

商傢促銷
| |||||||||||||
| |||||||||||||
| |||||||||||||
| |||||||||||||
|








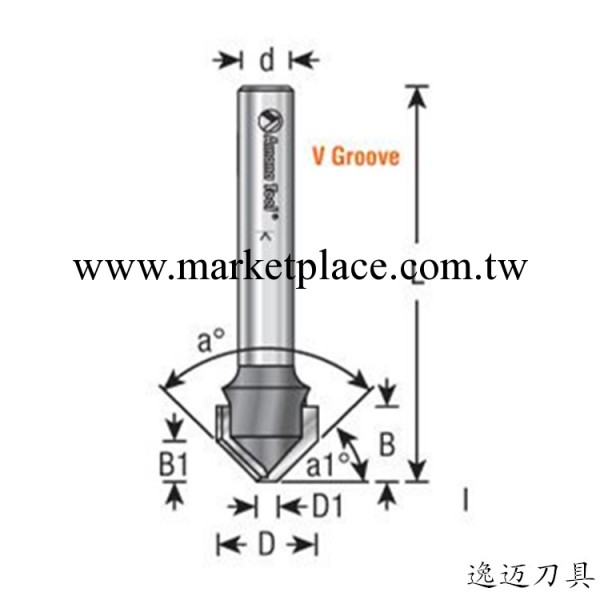
材料:Germany K55
主要性能:二維雕刻、切刻
主要用於:中密度纖維板、硬木、有機
特點:專為數控雕刻MDF材質而設計,結合瞭
硬質刀本和高級刀刃幾何,經久耐用
單位 UNIT=MM
| 編號 | 刃徑(CED) | 刃長(CEL) | 柄徑(SHK) | 總長(OVL) | 單價(元) |
| M2ZC-3.12 | 3.175 | 12 | 3.175 | 40 | 25 |
| M2ZC-3.17 | 3.175 | 17 | 3.175 | 40 | 25 |
| M2ZC-417 | 4 | 17 | 4 | 40 | 45 |
| M2ZC-420 | 4 | 20 | 4 | 45 | 45 |
| M2ZC-422 | 4 | 22 | 6 | 45 | 80 |
| M2ZC-617 | 6 | 17 | 6 | 45 | 80 |
| M2ZC-622 | 6 | 22 | 6 | 50 | 80 |
| M2ZC-628 | 6 | 28 | 6 | 60 | 80 |
| M2ZC-635 | 6 | 35 | 6 | 70 | 80 |
我們有貨:






|




我國數控刀具的主要種類及特點
數控加工刀具可分為常規刀具和模塊化刀具兩大類。模塊化刀具是發展方向。發展模塊化刀具的主要優點:減少換刀停機時間,提高生產加工時間;加快換刀及安裝時間,提高小批量生產的經濟性;提高刀具的標準化和合理化的程度;提高刀具的管理及柔性加工的水平;擴大刀具的利用率,充分發揮刀具的性能;有效地消除刀具測量工作的中斷現象,可采用線外預調。事實上,由於模塊刀具的發展,數控刀具已形成瞭三大系統,即車削刀具系統、鑽削刀具系統和鏜銑刀具系統。
數控刀具的分類
(1)從結構上可分為
①整體式
②鑲嵌式可分為焊接式和機夾式。機夾式根據刀體結構不同,分為可轉位和不轉位;
③減振式當刀具的工作臂長與直徑之比較大時,為瞭減少刀具的振動,提高加工精度,多采用此類刀具;
④內冷式切削液通過刀體內部由噴孔噴射到刀具的切削刃部;
⑤特殊型式如復合刀具、可逆攻螺紋刀具等。
(2)從制造所采用的材料上可分為
①高速鋼刀具高速鋼通常是型坯材料,韌性較硬質合金好,硬度、耐磨性和紅硬性較硬質合金差,不適於切削硬度較高的材料,也不適於進行高速切削。高速鋼刀具使用前需生產者自行刃磨,且刃磨方便,適於各種特殊需要的非標準刀具。
②硬質合金刀具硬質合金刀片切削性能優異,在數控車削中被廣泛使用。硬質合金刀片有標準規格系列產品,具體技術參數和切削性能由刀具生產廠傢提供。
硬質合金刀片按國際標準分為三大類:P類,M類,K類。
P類--適於加工鋼、長屑可鍛鑄鐵(相當於我國的YT類)
M類--適於加工奧氏體不銹鋼、鑄鐵、高錳鋼、合金鑄鐵等(相當於我國的YW類)
M-S類--適於加工耐熱合金和鈦合金
K類--適於加工鑄鐵、冷硬鑄鐵、短屑可鍛鑄鐵、非鈦合金(相當於我國的YG類)
K-N類--適於加工鋁、非鐵合金
K-H類--適於加工淬硬材料
③陶瓷刀具
④立方氮化硼刀具
⑤金剛石刀具
(3)從切削工藝上可分為
①車削刀具分外圓、內孔、外螺紋、內螺紋,切槽、切端麵、切端麵環槽、切斷等。
數控車床一般使用標準的機夾可轉位刀具。機夾可轉位刀具的刀片和刀體都有標準,刀片材料采用硬質合金、塗層硬質合金以及高速鋼。
數控車床機夾可轉位刀具類型有外圓刀具、外螺紋刀具、內圓刀具、內螺紋刀具、切斷刀具、孔加工刀具(包括中心孔鑽頭、鏜刀、絲錐等)。
機夾可轉位刀具夾固不重磨刀片時通常采用螺釘、螺釘壓板、杠銷或楔塊等結構。
方形刀體一般用槽形刀架螺釘緊固方式固定。圓柱刀桿是用套筒螺釘緊固方式固定。它們與機床刀盤之間的聯接是通過槽形刀架和套筒接桿來聯接的。在模塊化車削工具系統中,刀盤的聯接以齒條式柄體聯接為多,而刀頭與刀體的聯接是“插入快換式系統”。它既可以用於外圓車削又可用於內孔鏜削,也適用於車削中心的自動換刀系統。
數控車床使用的刀具從切削方式上分為三類:圓表麵切削刀具、端麵切削刀具和中心孔類刀具。
②鑽削刀具分小孔、短孔、深孔、攻螺紋、鉸孔等。
鑽削刀具可用於數控車床、車削中心,又可用於數控鏜銑床和加工中心。因此它的結構和聯接形式有多種。有直柄、直柄螺釘緊定、錐柄、螺紋聯接、模塊式聯接(圓錐或圓柱聯接)等多種。
③鏜削刀具分粗鏜、精鏜等刀具。
鏜刀從結構上可分為整體式鏜刀柄、模塊式鏜刀柄和鏜頭類。從加工工藝要求上可分為粗鏜刀和精鏜刀。
④銑削刀具分麵銑、立銑、三麵刃銑等刀具。
麵銑刀(也叫端銑刀)麵銑刀的圓周表麵和端麵上都有切削刃,端部切削刃為副切削刃。麵銑刀多制成套式鑲齒結構和刀片機夾可轉位結構,刀齒材料為高速鋼或硬質合金,刀體為40Cr。
立銑刀立銑刀是數控機床上用得最多的一種銑刀。立銑刀的圓柱表麵和端麵上都有切削刃,它們可同時進行切削,也可單獨進行切削。結構有整體式和機夾式等,高速鋼和硬質合金是銑刀工作部分的常用材料。
模具銑刀模具銑刀由立銑刀發展而成,可分為圓錐形立銑刀、圓柱形球頭立銑刀和
圓錐形球頭立銑刀三種,其柄部有直柄、削平型直柄和莫氏錐柄。它的結構特點是球頭或端麵上佈滿切削刃,圓周刃與球頭刃圓弧連接,可以作徑向和軸向進給。銑刀工作部分用高速鋼或硬質合金制造。
鍵槽銑刀
鼓形銑刀
成形銑刀
(4)特殊型刀具
特殊型刀具有帶柄自緊夾頭、強力彈簧夾頭刀柄、可逆式(自動反向)攻螺紋夾頭刀柄、增速夾頭刀柄、復合刀具和接桿類等。
數控加工刀具的特點
為瞭達到高效、多能、快換、經濟的目的,數控加工刀具與普通金屬切削刀具相比應具
有以下特點:
刀片及刀柄高度的通用化、規格化、系列化。
刀片或刀具的耐用度及經濟壽命指標的合理性。
刀具或刀片幾何參數和切削參數的規范化、典型化。
刀片或刀具材料及切削參數與被加工材料之間應相匹配。
刀具應具有較高的精度,包括刀具的形狀精度、刀片及刀柄對機床主軸的相對位置
精度、刀片及刀柄的轉位及拆裝的重復精度。
刀柄的強度要高、剛性及耐磨性要好。
刀柄或工具系統的裝機重量有限度。
刀片及刀柄切入的位置和方向有要求。
刀片、刀柄的定位基準及自動換刀系統要優化。
數控機床上用的刀具應滿足安裝調整方便、剛性好、精度高、耐用度好等要求。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。