| 加工范圍:適用於軸承檔/軸承位/制動泵體,活塞式制動鉗缸體等 | 型號:滾壓刀/滾壓頭/滾紮頭/滾擠頭/擠壓頭/滾壓工具/滾光刀/擠光刀/壓光刀/擠壓刀/滾擠刀/擠孔刀/滾 | 材質:高速鋼 |
| 品牌:威爾特斯 | 規格:齊全 | 標準編號:. |
| 是否標準件:標準件 | 是否塗層:非塗層 | 精度等級:AAA級 |
| 樣品或現貨:現貨 | 是否進口:否 | 滾刀類型:軸承座/軸承室/軸承檔滾壓刀具/軸承位滾壓工具 |
| 適用機床:普遍的鑽.車.鏜等機床和加工中心 | 是否庫存:庫存 | 是否批發:批發 |




本公司專業生產用於軸承室、軸承座、軸承孔、軸承檔、軸承軸位加工用的滾壓刀具——又叫軸承座孔滾壓刀、滾壓頭、滾鏜頭、滾軋頭、滾軋刀,滾擠刀、擠壓刀、擠孔刀、滾光刀、擠光刀、壓光刀、擠壓刀、鏡麵刀、滾柱滾針鉸刀、滾壓工具等叫法,是軸承安裝使用前的加工刀具,能輕松加工到軸承需要的安裝尺寸精度 ,
再也不用為軸承座孔、軸承軸位的尺寸精度難控制、難加工而煩惱瞭;
不用為軸承座孔、軸承軸位的尺寸精度不到位,可能損壞軸承而擔心瞭;
不用為軸承座孔、軸承軸位的尺寸精度不到位,維修時拆裝麻煩擔心瞭。
讓你輕松加工軸承座孔、軸承軸位!
軸承核動力4大好處:
1、尺寸修正方便軸承輕松裝配;
2、圓度修正與軸承配合更精密;
3、強化硬度,提高軸承精度保持性;
4、降低噪音,讓軸承運轉更輕松
用於加工軸承孔常用規格有:
¢8.0,¢9.0,¢10,¢12,¢13,¢14,¢16,¢17,
¢19,¢22,¢24,¢26,¢28,¢30,¢32,¢35,
¢37,¢40,¢42,¢45,¢47,¢52,¢62,¢68,
¢72,¢75,¢80,¢85,¢90,¢95,¢100,¢105,
¢110,¢120,¢125,¢130,¢140,¢150,¢160,
¢170,¢180,¢190,¢200,¢215,¢225,¢230,
¢240,¢250,¢260,¢270,¢280,¢290,¢300等等
品種及規格繁多 恕不盡錄!
以上規格庫存量充足,全部現貨供應及各種非標訂做
歡迎來人來電咨詢訂購!
您可以選擇下述方式中任何一種與我們聯系:
QQ 在線咨詢:190376780
阿裡旺旺咨詢:190376780
聯系人:蔡雲華
手機:13818121669
傳真:021-63525316
郵箱:[email protected]
以下為滾壓工具全系列產品介紹

超精鏡麵滾壓工具MIRROR ROLLING TOOLS也叫滾壓刀、滾壓頭、滾軋頭、滾擠頭、滾擠刀、滾光刀、擠光刀、壓光刀、擠壓刀、滾壓鉸刀、滾柱鉸刀、滾針絞刀、滾壓刀具、鏡麵刀、鏡麵滾壓工具等多種名稱,因為地域與語言習慣關系,各地的叫法也有所不同,北方工廠內師父們習慣稱為——滾壓頭,理解為一頭往裡鑽;南方工廠內師父們習慣稱為——滾壓刀,理解其是機械加工刀具的一種。根據加工原理統稱為滾壓工具,都是利用機械擠壓的原理,獲得光潔如鏡的金屬表麵的一種機械加工,這是在先進國傢普遍使用,也是目前國內最理想的鏡麵加工工具,是為各生產企業提高品質,提高效益,改進傳統工藝的最佳選擇!
什麼是滾壓加工?
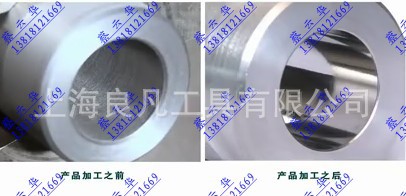
我們經常看到壓路機鋪設道路時,壓路機將凹凸不平的馬路壓得很平整。滾壓工具的加工原理也是如此,用滾柱滾壓金屬表麵,將表麵凸起部分碾平,而使凹陷部分隆起,加工成光滑如鏡的效果。它是無切削的塑性加工方法。
滾壓加工原理:
滾壓加工是將高硬度且光滑的滾柱與金屬表麵滾壓接觸,使其表麵層發生局部微量的塑性變形後得到改善表麵粗糙度的塑性加工法的一種。
短時間內改善表麵粗糙度的同時表麵被加工硬化,並且由於產生壓縮殘留應力可得到具有耐久性的表麵。
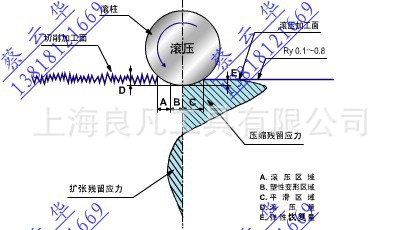

圖1:為滾壓加工原理的模擬圖。在滾壓區域(A)滾柱與切削加工麵接觸後漸漸加壓,在塑性變形區域(B)接觸壓力超過材料的屈服點,產生局部塑性變形。
在滾柱下端最大負重作用後,在平滑區域(C)開始彈性恢復,滾柱漸漸離開加工表麵。
在實際的滾壓加工中由多支滾柱連續並反復進行上述動作,將表麵加工成平滑如鏡。
滾壓工具加工耗能,切屑與傳統加工對比分析: 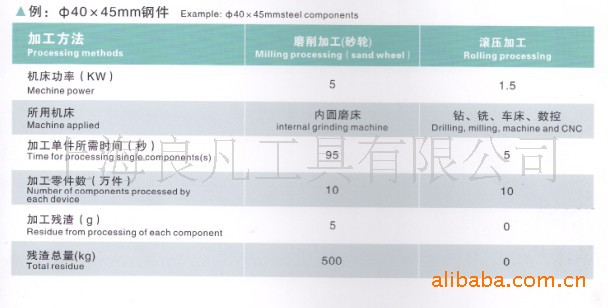
加工零件的效率及利潤與傳統加工對比分析: 


鏡麵滾壓工具品種有:
- SH通孔型系列/ SB盲孔型系列
- 小孔用微型滾壓系列
- 內錐型錐麵系列/ 外錐型錐麵系列
- 平面橫移型系列/平面對接滾壓型系列
- 外圓型滾壓系列
- 外徑臺階型系列/外徑緊湊型系列
- 外槽單滾型系列/內槽單滾型系列
- 單滾型系列/單滾R型系列
- 曲軸雙R型系列/軸側滾壓型系列
- 曲麵(球頭)跟蹤點壓型系列
- 鑽石型滾壓型系列
- 鏜+刮+滾復合一體式系列
- 無限長外徑滾壓機
- 等各種滾壓工具,實現所有形狀的鏡麵加工



上圖為內徑通孔SH型系列:
標準規格(直徑)3mm-500mm范圍孔內麵精加工用滾柱滾壓工具,用於通孔內徑加工,適用於液壓油缸體、電機定子(轉子)、連桿、搖臂、閥體、其他通孔產品等。

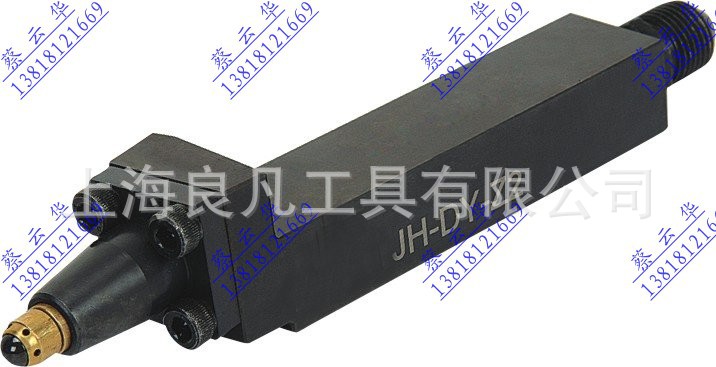
上圖為 內徑盲孔SB型系列:
標準規格(直徑)7mm-500mm范圍孔內麵精加工用滾柱滾壓工具,用於盲孔內徑加工,適用於軸承孔、液壓閥、制動泵體、活塞式制動鉗缸體、其它盲孔產品等等。

上圖為 小孔用微型 系列:
標準規格(直徑)3mm-14mm范圍孔內麵精加工用滾柱滾壓工具,用於內徑加工,適用於小孔徑等






( 上邊 左圖為)內錐型錐度滾壓工具系列:
內錐用滾光工具可加工錐麵最小徑為3mm。
加工例:煤氣閥門的密封麵,石油機械,管接頭密封麵,裝配法蘭等等。
(上邊右圖為)外錐型錐度滾壓工具系列:
外錐用滾光工具可加工錐麵最小徑為1mm。
加工例:管接頭,閥門,石油機械,管接頭密封麵等等。

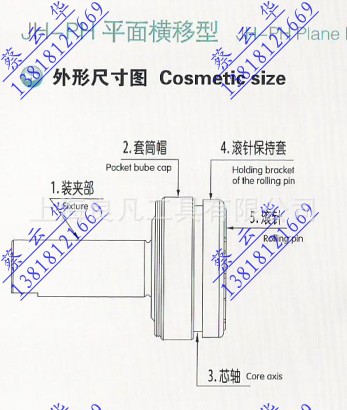


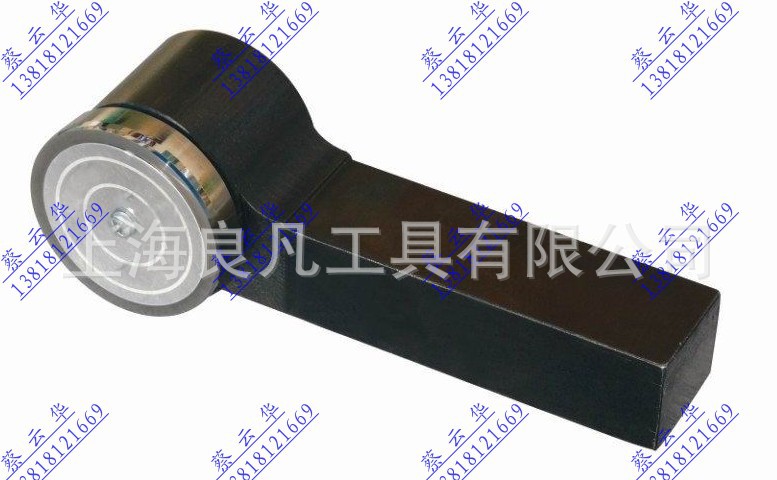
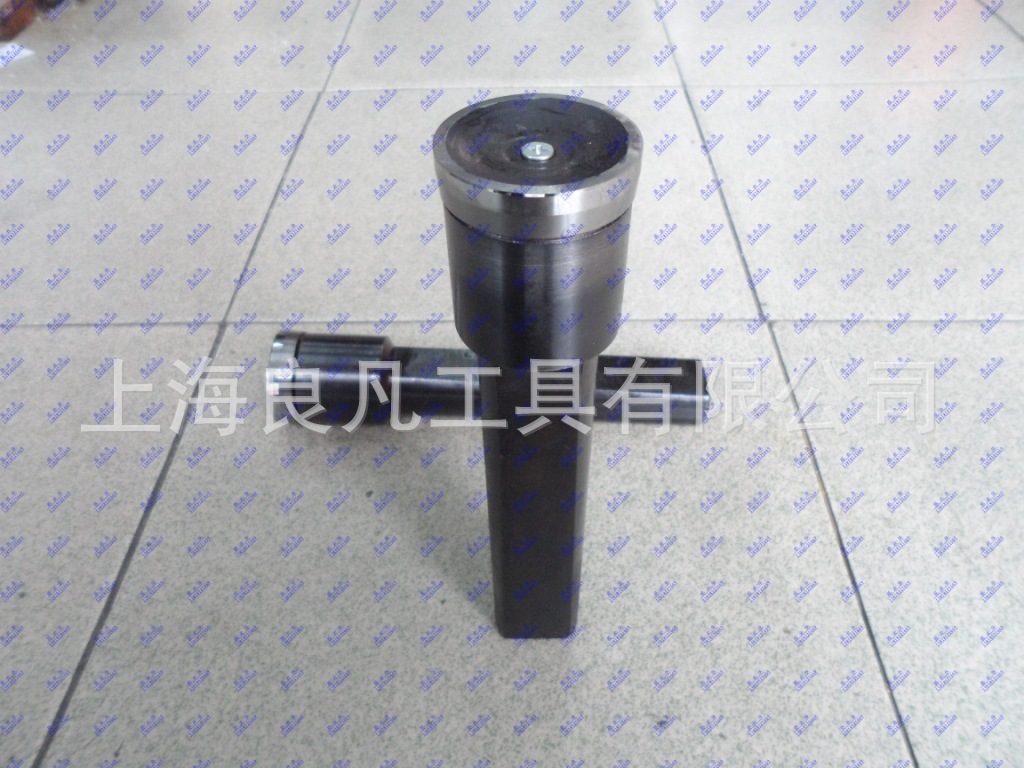
上圖為 平面/端麵橫移型滾壓工具系列:
用於加工各種箱體的配合麵,壓縮機零件的平面,不定型螺母孔座麵,傳感器端子頂端麵等等。


上圖為硬質合金 外圓滾壓刀系列:
主要用於放普通車床或者數控車床的刀架上對軸類零件外圓的滾壓加工,提高零件的抗疲勞性,耐蝕性,降低表麵粗糙度,替代磨削,車削工藝,提高生產效率。

上圖為硬質合金 內孔滾壓刀系列:
主要用於放普通車床或者數控車床的刀架上對軸類零件內孔的滾壓加工,提高零件的抗疲勞性,耐蝕性,降低表麵粗糙度,替代磨削,車削工藝,提高生產效率。

上圖為 外徑臺階型滾光工具系列:
適用於軸、銷、連桿、鋁、銅不能磨削場合等


上圖為 外徑緊湊型滾壓工具系列:
適用於軸、銷、連桿、鋁、銅等 各類金屬材質零件的加工

上圖為 外槽單滾型系列:
外槽的精密加工,用於軸、油缸的外密封圈等,通過改變滾輪的形狀可加工不同槽的形狀。

上圖為 內槽單滾型系列:
內孔的精密內槽滾壓加工,在車床上使用,如油缸的內槽密封圈等,通過改變滾輪子形狀可加工不同槽的形狀及內徑端麵等加工。

上圖為 單滾R型系列:
外徑和端麵R型相連接場合(裝夾角可變)安裝在車床上使用,通過改變滾輪的形狀可實現工件的外徑、錐麵、端麵、R麵等廣泛加工


上圖為曲軸雙R型系列:
用於曲軸雙R角的應力消除,防止斷裂,安裝在車床上使用,並可跟蹤徑向跳動的工件,雙R同時均勻加工。
加工例:汽車,摩托車,發動機等曲軸R角。


上圖為 曲麵(球頭)跟蹤點壓型系列:
利用液壓保持將高硬度專用陶瓷球壓於金屬表麵,使其塑性變形,提高瞭疲勞強度,並產生以下四種效果:
1.表麵部分產生瞭殘餘壓縮應力;
2.加工表麵硬化,增強瞭材料抗拉強度;
3.通過表麵點壓,顯著提高表麵粗糙度 (Ra0.2um以內)
4.對工件表麵曲線跟蹤加工。(曲線最低點至最高點不能超過2mm)

上圖為 鑽石型滾壓工具/金剛石滾壓工具:
主要針對淬火工件的外徑,內孔加工
此工具采用天然工業特級鑽石作為刀頭,對高硬度金屬表麵進行鏡麵滾壓
可滾壓硬度為HRC40—65度的軸、大內孔、端麵等。
以上為滾壓工具各大系列的簡單介紹
如有其它技術問題或 需詳細產品介紹及使用說明書請咨詢索取如下:
QQ 在線咨詢:190376780
阿裡旺旺咨詢:190376780
手機:13818121669
以下為內徑內孔型滾壓工具SH系列和SB系列的詳細介紹
產品的性能特點:
- 產品表麵預留滾壓量後,用鏡麵滾壓工具一次精壓就可以使產品表麵粗糙度從Ra6.3μm左右降低到Ra0.05-0.2μm之間,唯有鑄鐵在Ra0.2-0.4μm之間。
- 具有機械微調裝置,調整每格0.0025mm,最大調整范圍0.4mm,精度控制0.005mm以內,適合批量生產,通孔盲孔都可以加工。
- 加工麵滾壓後其耐磨性得到提高的同時疲勞強度也增加瞭30%,提高瞭密封性,也消除瞭早期磨損,使其具有切削加工中無法得到的優點。
- 本工具工作效率極高(例¢100×300孔,1.5分鐘內就可加工完,¢30×40孔,10秒鐘內就可加工完成)
- 本工具體積小,操作簡便,可長期使用,維修費用低,工具刀體部位不會磨損,隻是轉動部位的滾柱和芯軸會磨損,嚴重後隻要更換即可,滾柱壽命:鋼件一般可加工8千—1萬件,銅和鋁件可加工6萬—8萬件,批量生產成本非常低。
- 使用廣范,可以在普通的車床,鑽床,鏜床,銑床,CNC加工中心或者數控機床刀架上使用。在一定程度上取代並優於磨,珩磨,研磨,精鉸,精鏜,精車等傳統工藝,省時,省力,省費用。
- 工具規格:標準從3—500mm 特殊/非標/加長等規格可定做,交貨快!
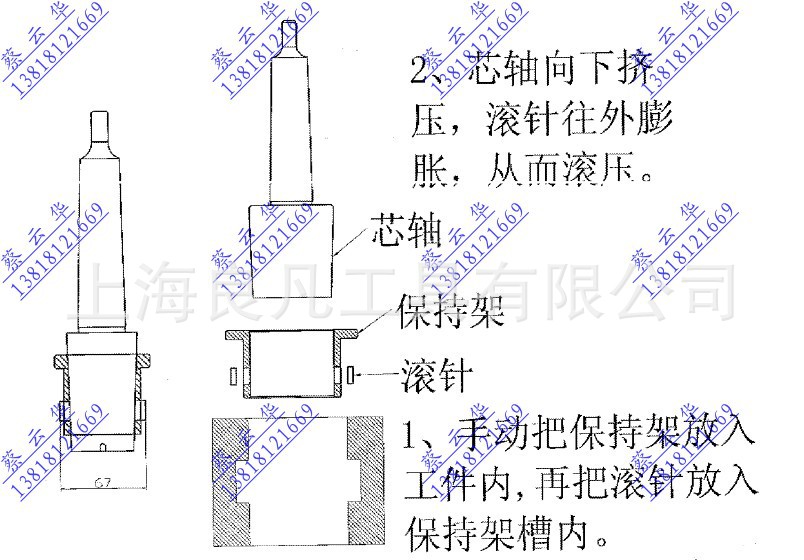
安裝使用方法:
- 把滾壓工具安裝在機床尾座上,工件轉動進行加工或者安裝在鑽床,銑床,鏜床,加工中心等機床主軸上轉動工具進行加工,滾柱、保持架加工時均同時旋轉。
- 加工前的尺寸、粗糙度、材質和加工後的要求均有很大關系,需要綜合的考慮。如加工前凹凸部分的深淺,用多少加工餘量通過滾壓加工能完全增埋凹陷部分,達到光滑的表麵,不同的材質、硬度、直徑也各有差異,所以建議各種產品最初先進行2-3次試驗性加工得出最佳參數。滾壓加工餘量能少則少,滾壓加工是高要求的精加工,一般加工前的狀態越好,加工後得到的效果也越好,同時滾壓工具的磨耗也越少。
- 一般普通鋼件預留滾壓餘量0.02-0.04mm,銅鋁件預留滾壓餘量0.03-0.07mm
轉速與進給 (供參考):
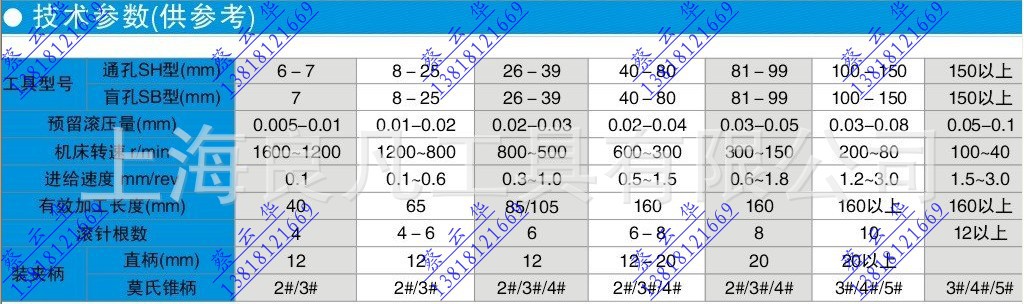
按以上的技術數據進行加工,機床主軸要右轉,加工完成後,退出工具滾柱會自動縮小不會損傷加工麵
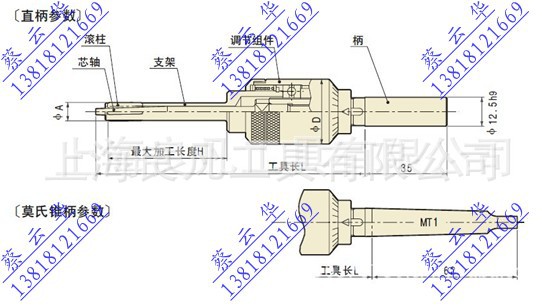
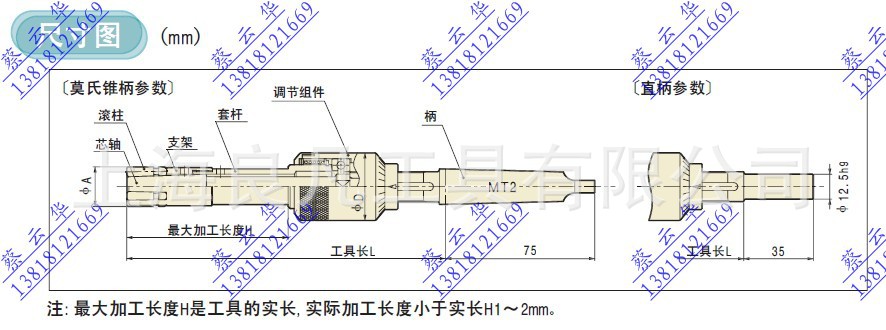
工具直經調節方法:
- 將微調裝置向裝夾柄方向一邊推一邊旋轉,向右旋轉則擴大,向左旋轉則縮小。
最小調節量為每一個刻度為0.0025mm。 - 放開微調裝置就會自動鎖緊,工具徑調節完成。
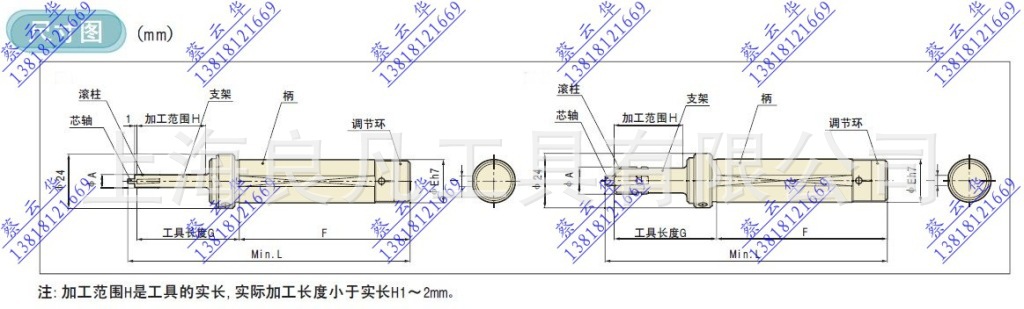
- 請按下圖所示,用千分尺測量滾柱先端的尺寸,請確認工具直徑是否正確。
- 加工盲孔時,當需要切割掉突出的芯軸時請用砂輪或特殊刀具進行切割,為瞭不降低硬度,請使用冷卻液進行切割。
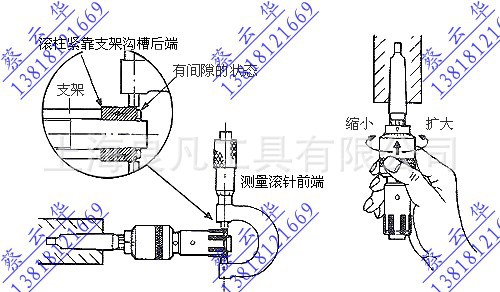
請用手按住滾柱後端部將其緊靠在支架溝槽後端部進行工具直徑的測量。
潤滑與清洗:
滾壓加工中,當滾柱滾壓金屬表麵時會產生很細微的金屬粉塵,金屬粉塵不僅會影響加工麵的質量,而且會加速滾壓頭的損耗,因此有必要大量註入乾凈的工作液清除粉塵。根據工件的不同性能,應該采用不同的清潔低粘度冷卻潤滑油,並要經常清洗滾壓頭,以提高工具的使用壽命和達到最理想的需求。推薦:(鋼件采用機油和柴油,鋁件采用機油和煤油,比例3比7,鋁件也可以采用縫紉機油,銅件采用32#變壓器冷卻油)。
註意事項:
被加工工件表麵硬度應低於HRC40度
- 使用滾壓工具加工,該工件加工部必需有充分的壁厚(外徑是孔徑的20%以上),如果薄壁或部分薄壁,加工後會發生變形或降低圓度,碰到此問題可以用以下幾個方法解決:1、減少滾壓量;2、利用夾具支撐外周;3、在加工薄壁以前實施加工;滾壓工具可加工的工件硬度最大上限值為 HRC30,如果碰到高硬度材料加工時由於工具承受壓力大,工具壽命會縮短。
- 加工盲孔,階梯孔時底部0.3mm無法加工,滾柱可輕輕碰到孔底。
工具選擇標準:
- 註明加工工件內徑大小及公差
- 根據孔的形狀選擇通孔型還是盲孔型
- 根據孔的深度還來確定有效的加工長度
- 根據機床來選擇裝夾柄,形式有直柄,莫氏柄,錐柄,方柄,也可以按用戶要求制造。
如有其它技術問題, 歡迎來人來電咨詢訂購!
品種及規格繁多 恕不盡錄!
以上產品庫存量充足,全部現貨供應及各種非標訂做
您可以選擇下述方式中任何一種與我們聯系:
QQ 在線咨詢:190376780
阿裡旺旺咨詢:190376780
聯系人:蔡雲華
手機:13818121669
傳真:021-63525316
郵箱:[email protected]
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。