| 樣品或現貨:現貨 | 是否標準件:標準件 | 標準編號:DIN |
| 品牌:黑格 | 型號:RE | 材質:硬質合金 |
| 類型:多款供選 | 是否進口:是 | 是否塗層:塗層 |
| 適用機床:CNC 鑽床等 | 鉸孔形狀:圓柱形 | 鉸刀精度:H7 |
| 錐柄號:1-5 | 錐度值:莫氏 | 基麵直徑:>0.5-(mm) |
| 全長:>30(mm) | 加工范圍:0.5-32 | 是否庫存:非庫存 |
| 是否批發:批發 |
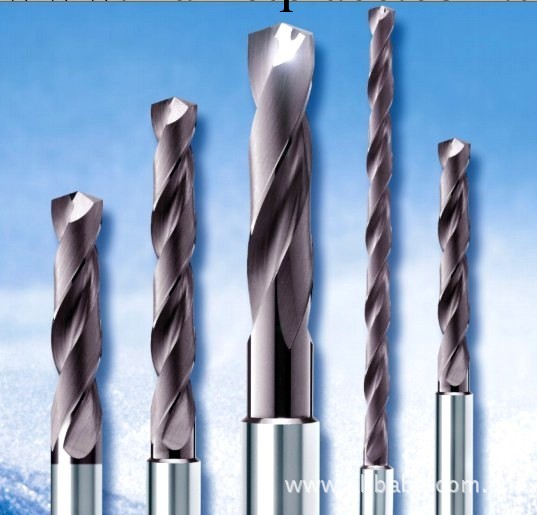
整體硬質合金直槽鉸刀
制造特點:
1.刃徑公差 按孔公差H7設計
2.柄徑型式 參考DIN6535HA h6
3.螺旋角 0°(直槽)
4.表麵處理 無
適合通盲孔加工。按被加工材料結構鋼,合金鋼,不銹鋼,有色
金屬,灰鑄鐵,球墨鑄鐵等正確選擇鉸刀可獲得穩定的表麵質量和加工精度

加工材料: 通用材料,用於通用加工場合
制造特點:
1. 直槽
2.無內冷,可做內冷
3.柄徑型式采用DIN6535HA h6
4.超T塗層

加工材料: 合金鋼,用於汽車零部件
制造特點:
1. 螺旋槽,特殊槽形,銑鉸復合
加工
2.無內冷,可做內冷
3.柄徑型式采用DIN6535HA h6
4.超T塗層
加工材料: 鋁合金,用於汽車零部件
制造特點:
1.直槽,特殊槽形,適合大餘量
鉸削
2.內冷
3.柄徑型式采用DIN6535HA h6
4.超T+DLC塗層
1.刃徑公差 按孔公差H7設計
2.柄徑型式 參考DIN6535HA h6
3.螺旋角 7°(右旋)
4.表麵處理 無
適合通盲孔加工。按被加工材料結構鋼,合金鋼,不銹鋼,有色
金屬,灰鑄鐵,球墨鑄鐵等正確選擇鉸刀可獲得穩定的表麵質量和加工精度

1.刃徑公差 按孔公差H7設計
2.柄徑型式 參考DIN6535HA h6
3.螺旋角 7度左旋
4.表麵處理 無
使用特點:
僅適合通孔加工。按被加工材
料結構鋼,合金鋼,不銹鋼,有色
金屬,灰鑄鐵,球墨鑄鐵等正確選
擇鉸刀可獲得穩定的表麵質量和
加工精度

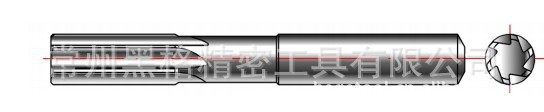
整體硬質合金推鉸刀
制造特點:
1.刃徑公差
按孔公差H7設計
2.端刃型式
立銑刀,刃不過中心
3.柄徑型式
參考DIN6535HA h6
4.螺旋角
0°(左旋)
5.表麵處理 無

訂貨號 Art.No. | 規格Specification | |||||
不塗層 | TiAIN | d1 | d2 | I1 | I2 | z |
010D-0400 | 010D-0400C | 4.0 | 4.0 | 56 | 20 | 6 |
010D-0500 | 010D-0500C | 5.0 | 5.0 | 63 | 22 | 6 |
010D-0600 | 010D-0600C | 6.0 | 6.0 | 63 | 22 | 6 |
010D-0700 | 010D-0700C | 7.0 | 7.0 | 71 | 25 | 6 |
010D-0800 | 010D-0800C | 8.0 | 8.0 | 71 | 25 | 6 |
010D-0900 | 010D-0900C | 9.0 | 9.0 | 71 | 25 | 6 |
010D-1000 | 010D-1000C | 10.0 | 10.0 | 71 | 25 | 6 |
010D-1100 | 010D-1100C | 11.0 | 11.0 | 80 | 28 | 6 |
010D-1200 | 010D-1200C | 12.0 | 12.0 | 80 | 28 | 6 |
010D-1300 | 010D-1300C | 13.0 | 13.0 | 80 | 28 | 6 |
010D-1400 | 010D-1400C | 14.0 | 14.0 | 90 | 32 | 6 |
010D-1500 | 010D-1500C | 15.0 | 15.0 | 90 | 32 | 6 |
010D-1600 | 010D-1600C | 16.0 | 16.0 | 90 | 32 | 6 |
010D-1700 | 010D-1700C | 17.0 | 17.0 | 90 | 32 | 6 |
010D-1800 | 010D-1800C | 18.0 | 18.0 | 100 | 36 | 6 |
010D-1900 | 010D-1900C | 19.0 | 19.0 | 100 | 36 | 6 |
010D-2000 | 010D-2000C | 20.0 | 20.0 | 100 | 36 | 6 |
孔徑變大 | 1、減小鉸刀直徑。 2、鉸刀的中心沒有對準工件的中心,調整導孔與鉸刀的同心度。 3、鉸刀徑向跳動過大,好的徑向跳動是鉸削成功的關鍵。 4、鉸刀的柄部存在碰撞劃痕。 5、使用套管、套筒時,錐柄部應該保持乾凈,無雜物。 6、使用合適的切削液。 7、調整切削條件。 |
孔徑變小 | 1、增大鉸刀直徑。 2、降低轉速。 3、縮小刃帶。 4、刀具磨損過大,請重磨後再進行切削。 5、工件的熱膨脹系數太大,註意冷卻充分。 |
孔的圓度、直線度較差 | 1、確保鉸刀切入刃口外周的良好圓度。 2、鉸刀剛性較差,在不乾涉的情況下,懸伸要盡可能的短。 3、檢查鉸刀安裝後的徑向跳動。 4、調整導孔與鉸刀的同心度。 5、確保鉸削餘量均勻。 |
孔的精加工麵粗糙度較差 | 1、鉸刀切入部的表麵粗糙度太差。 2、降低轉速。 3、確保鉸削餘量正確。太大或太小都會導致表麵粗糙度變差。 4、確定鉸刀的容屑槽足夠,避免切屑的堵塞。 5、增大鉸刀切入部的後角。 6、切入部及刃帶麵有無熔著物。 7、提高機床,刀柄,鉸刀整個工藝系統的剛性。 8、確定鉸刀倒錐與被加工材料是否匹配。 9、適當增大刃帶寬和刃背寬。 |
孔的加工精度較差 | 1、鉸刀退刀時,應向同一方向旋轉的同時拔出,絕不可反轉。 2、降低轉速。 3、增加刃數。 4、適當擴大刃帶寬增強導向性能和擠壓效果。 5、通過表麵處理增加潤滑性。 6、選擇合適的切削液。 |
常見問題 | 解決方法 |
鉸刀出現折斷、燒傷 | 1、導孔在鉸削前存在缺陷,比如說導孔直線度較差。 2、調整加工餘量,避免由於加工餘量過大導致刀具折損。 3、是否存在切屑排出不順暢的現象,可適當增大鉸刀的容屑空間。 4、提供足夠的切削液。 5、適當調整轉速、進給速度。 6、提高機床,刀柄,鉸刀整個工藝系統的剛性。 7、提高鉸刀的鋒利程度,使切削輕快。 8、刃口磨損擴大,已經達到或超過使用壽命,建議換刀或者重磨後繼續使 用。 |
鉸刀的柄部破損 | 1、柄部的硬度是否足夠,太低可能會導致疲勞或變形;太高可能會破損。 2、檢查刀柄與套管的配合是否不良,不要使用有缺陷的刀柄。 |
耐用度較短 | 1、提高鉸刀的刃部硬度。 2、鉸刀的刃部采用高級材料。 3、檢查切削液。 4、采用軟氮化等表麵處理。 5、將直刃改為螺旋刃。 6、綜合檢查影響鉸刀加工精度的各因素。 |
被加工孔表麵有刀痕 | 1、確認鉸刀表麵未有熔著物和積屑瘤。 2、工件夾持牢固。 |
孔的入口呈現喇叭狀 | 1、工件夾持牢固。 2、檢查鉸刀安裝後的徑向跳動。 3、鉸刀的中心沒有對準工件的中心,調整導孔與鉸刀的同心度。 |
孔的入口和出口直徑太大 | 1、鉸刀的中心沒有對準工件的中心,調整導孔與鉸刀的同心度。 2、工件夾持牢固。 |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。