鏡麵滾壓工具 滾壓頭 滾壓刀 滾壓鉸刀 鏡麵滾壓刀 鏡麵滾壓頭
編輯|
- 價 格: 1100.00 元
- 運 費:賣傢承擔運費
- 評 價:總計0人30天售出:0件
- 付款方式:
顏色分類:
我 要 買:
件
(庫存9999件)已選擇:
"綠色"- 所在地區:浙江溫嶺
- 瀏覽次數:7次
- 寶貝類型:全新
- 特色服務:集分寶
支付寶擔保交易:使用支付寶“收貨滿意後,賣傢才能拿到錢”保障您的交易安全,讓您購物沒有後顧之憂!
支付寶提供24小時資金監控,風控體系保障“支付寶賬戶”360度安全!
<s
cript> functio
n page_viewcount(view){ docu
ment.getElementById('J_EmItemViews').innerHTML = view['ICVT_7_13836143221'] ; } (functio
n () { TShop.use('mod~sku', functio
n(T) { TShop.mods.SKU.Setup.init({ "apiMo
nitorBuy": "http://asyncwebserver.mo
nitor.taobao.com/item?",kaixinShare:{rpara:'b269f83c30498aa0cd3433d1188aacf9_100002_13836143221_超馳精密工具商行'}, taojianghuShare:{itemId:'13836143221',type:'9',dbNum:''}, rstUrl:"http://tbskip.taobao.com/recommended_same_type_items.htm", rstShopId:69901445,rstItemId:13836143221, rstdk: 0 , rstShopcatlist:",428147612,", valLoginIndicator: "http://buy.taobao.com/auctio
n/buy.htm?from=itemDetail&x_id=&item_id=13836143221&id=13836143221", valFastBuyUrl: "http://buy.taobao.com/auctio
n/fastbuy/fast_buy.htm",valItemId: "13836143221", valImageInfo:{}, "valCartInfo":{"hotItemsUrl":"http://tbskip.taobao.com/jso
n/cart_recommend_items.htm?shop_id=69901445&seller_id_num=796691537","itemId" : "13836143221","dbNum" : "","cartUrl": "http://cart.taobao.com/my_cart.htm","ct":"e923a4f9b6938f328e64162e3ecdcea3","statsUrl":"http://www.atpanel.com/1.gif?category=cart_{loc}_50021738&userid=796691537"}, "apiRelateMarket": "http://tui.taobao.com/api/item?p=i&csk=shopping_cart&from=shopping_cart_detail&pid=13836143221&count=4&f=jso
np", "apiTaoCoin": "http://taojinbi.taobao.com/trade/tradeDetailHook.htm?itemid=13836143221", "apiBidCount": "http://tbskip.taobao.com/jso
n/show_bid_count.htm?itemNumId=13836143221&old_quantity=9999&date=1324530784000", "apiAddCart" : "http://cart.taobao.com/add_cart_item.htm?item_id=13836143221&bankfrom=", "apiGetTrackID" :"http://tbskip.taobao.com/jso
n/get_tb_ck_ps.htm","valVipRate":0, "valPointRate" : "0", "apiItemViews": "http://count.tbcdn.cn/counter3?keys=ICVT_7_13836143221&inc=ICVT_7_13836143221&callback=page_viewcount&sign=838656a75237698c11ac2b69fcea6c23981b6", "apiItemReviews": "http://count.taobao.com/counter2?keys=ICE_3_feedcount-13836143221", "apiItemCollects": "http://count.taobao.com/counter2?keys=ICCP_1_13836143221", "valTimeLeft": "1115141", "apiItemDesc":"http://dsc.taobaocdn.com/i7/131/360/13836143221/T1kWuJXo
ngXXcWeqbX.desc%7Cvar%5Edesc%3Bsign%5E9c2dcedbda40bbcfb7752d851ca74a2b%3Blang%5Egbk%3Bt%5E1324625211","valItemIdStr":"13836143221", "valReviewsApi":"http://rate.taobao.com/detail_rate.htm?userNumId=796691537&auctio
nNumId=13836143221&showCo
ntent=1¤tPage=1&ismore=0&siteID=1", "reportApi": "http://item.taobao.com/jso
n/report_api.htm", "redirectUrl": "http://item.taobao.com/report_redirect_url.htm" , "valShowReviews": false , "valPostFee":{ currDest:'',currCityDest:'' }, "valItemInfo":{"defSelected":[],"skuMap":{";1627207:28335;":{"skuId" : "18086135150","price" : "1100.00","stock" : "9999"}} } }); });})();</s
cript>
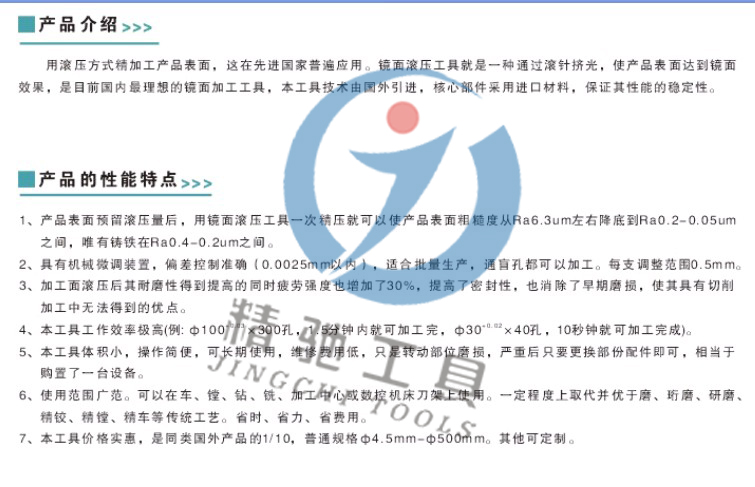
- 品牌: 精馳
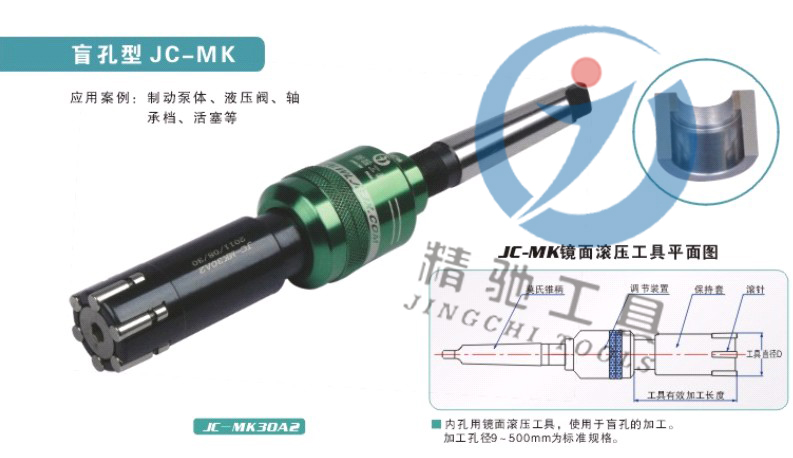
- 型號: JC-MK45A3
- 材質: 其他
- 顏色分類: 綠色