



| 品牌:藍領 | 型號:25*25*120 70° | 標準編號:LL-0010 |
| 類型:精車刀 | 材質:金剛石 | 適用機床:數控車床 |
| 車刀角度:60°/70°(度) | 是否進口:是 | 是否塗層:非塗層 |
| 規格:25*25*120 | 加工范圍:導輪、滾輪開槽 | 是否庫存:庫存 |
| 是否批發:批發 | 是否標準件:標準件 | 樣品或現貨:現貨 |
| 加工定制:是 |
PCD開槽的的用途: PCD開槽刀主要用於光伏產業導輪、滾輪開槽用,其使用壽命比傳統的硬質合金刀具要長很多,一般正常使用壽命在26-35個小時甚至更長!開槽質量很高,開出的槽槽型穩定,角度精確!槽側粗糙度好,沒有毛刺產生,可以連續使用,徹底幫您解決瞭導線輪、接觸輪以及開方機主輥、定向輪、導輪、接觸輪等零件的開槽問題!使您的生產效率至少提高5倍以上,產品報廢降低為零!是目前世界最先進,最高效、最精密的開槽刀!
我公司生產的PCD開槽刀的優勢:
第一:質量優勢,刀頭材質精選世界一流的人造聚晶金剛石(PCD)材質制造商最適合用於PCD開槽的的材質,並采用精密銀釬焊工藝,刃口和刀槽均經過精細特殊處理,並經過瑞士精磨專業的PCD精密磨床刃磨成型,保證您的使用鋒利和使用精度!
第二:表麵處理優勢,我公司PCD開槽刀具刀體采用特殊防銹處理,處理後的顏色呈現微黃色,長期使用不會發銹,始終保持新刀狀態!
第三:供貨能力優勢,我司PCD開槽刀100支以內的交貨期最快可以一周交貨,30支以內可以5天交貨,10支以內一般有現貨,隨時滿足您的使用要求!
第四:性價比優勢,我公司PCD開槽刀具有穩定超長的使用壽命,無與倫比的開槽質量,具有競爭力的價格都是您最佳的選擇!
應用舉例:PCD開槽刀通常適用於日本NTC的導線輪、接觸輪以及開方機主輥、定向輪、導輪、接觸輪等開槽使用,也可用於同類產品或同材質產品的開槽使用。
上海藍領數控科技有限公司是國內最早從事人造聚晶金剛石(PCD)刀具、立方氮化硼(CBN)刀具、天然/人造單晶(ND)刀具和以上工具研究和制造的企業,也是國內第一傢從事超硬刀具進口產品國產化的企業,首先幫助上海通用汽車成功改進瞭進口刀具的國產化替換。並獲得上海市政府認定為高新技術企業證書,最先在刀具行業通過ISO9001質量管理體系認證。刀具產品在超硬刀具行業具有主導和領先地位,知名品牌。
公司是獨資的企業,質量完全按照ISO國際標準制作,保證所有ISO標準產品和其它進口同型號不同品牌產品完全互換,公司至今已有16年的經驗積累和研究,無論是標準品還是非標制品質量都是非常過硬的,制作和選料都是標準化。原料選用的都是國際一流的原料生產商供給。如:美國GE公司和英國元素六公司。絕對不會以次沖好和有不合格品出廠。
十多年的發展靠的就是公司的信譽和售後服務,所有公司承諾的都會嚴格履行。售後產品若有任何質量問題均可免費無條件調換、修改、退貨,對於采購商標準積壓產品可以免費向公司調貨。這一切均源於我們對公司產品質量的自信和技術的自信!
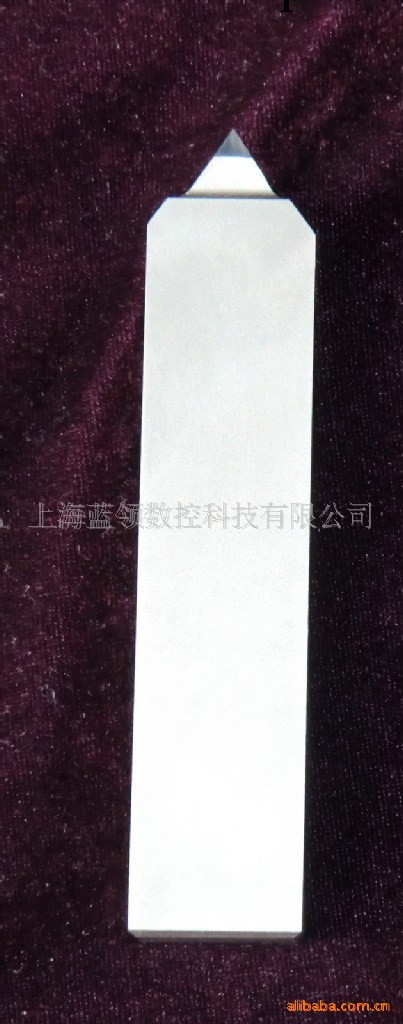
PCD開槽刀圖片如下:

我公司PCD開槽刀正麵圖片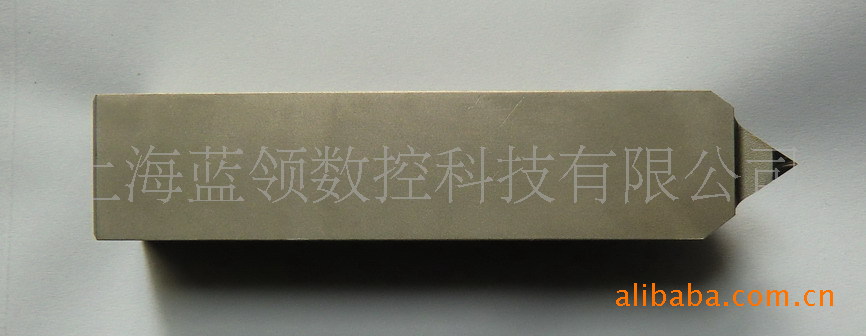
我公司PCD開槽刀側面激光防偽標記如下:(標記清晰明確、不同刀尖角度的刀具一目瞭然,不會誤開槽型)

參數標記詳細如下:
清晰可見的參數標記:
我公司PCD開槽刀頭金剛石部分精密細節展示如下:(刃口鋒利、前刀麵R角圓弧光滑過渡,利於排屑,外觀漂亮)


我公司PCD開槽刀尾部細節展示如下:(尾部均勻45度倒角,整齊美觀,利於裝夾、不易產生變形)

我司PCD開槽刀的真實照片如下:

藍領公司生產產品:
1、聚晶金剛石(PCD)刀具、立方氮化硼(CBN)刀具、天然/人造金剛石(ND)刀具。
2、硬質合金刀具,硬質合金非標刀具、硬質合金復合成型刀具
3、設計、定做各種非標刀具、成型刀具、刀盤、刀桿等精密數控工具 。
4、金剛石修整工具、金剛石滾輪、金剛石測量爪(頭)、金剛石磨頭等金剛石制品。
PCD刀具的使用註意事項
1、刀具刀尖刃口必須嚴格對準切削工件的中心(離中心0.02mm以內),若低於工件中心會產生刀具崩刃、壽命降低、粗糙度達不到要求、震刀等現象;高於工件中心會出現刀具震動、工件加工後表麵出現振紋、粗糙度達不到要求、壽命降低、切削力增大等現象,所以請務必嚴格調整!
2、PCD刀具既硬又脆,任何低速沖擊以及碰撞都可能造成損壞,為此請嚴格按照推薦的加工參數使用,嚴禁低於切削速度對刀,刀具裝夾、傳遞過程中刀具刀尖和切削刃口嚴禁碰到異物,否則極易造成刀具損壞而無法使用。
3、PCD刀具隻適合精加工用,加工餘量過大會導致刀具破損或者壽命降低。
4、不得擅自改磨刀具刀體和刀頭角度、尺寸等,以免破壞刀具原先的設計作用。
5、刀具在使用中一定要裝夾牢固,伸出不能過長(最好用鋼性好的機床)。
6、斷續加工時應減小進給量,提高線速度,保證刀具裝夾牢固不會產生震動。
7、PCD刀具切削深度不宜超過刀尖3/4,否則請分多次加工。
8、刀具用鈍應放回原包裝盒並及時修磨和更換新刀,否則會出現零件粗糙度降低、產生毛刺、刀頭脫落、刀具斷裂、崩刃等現象,造成加工產品報廢;建議設定刀具壽命強制換刀。
l
V=πDN/1000 n=1000V/πD
V:削切線速度(m/min) π=3.14
D:工件直徑或刀(具)盤直徑(mm) n: 機床主軸或刀具轉速(r/min)
l 以上內容有上海藍領數控科技有限公司技術部提供,未經允許不得轉載和提供與公司業務和技術有競爭的企業或個人。謝謝您的配合!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。