| 樣品或現貨:現貨 | 是否標準件:標準件 | 標準編號:BL45/BR45 |
| 品牌:美國ACCU-TRAK | 型號:ACCU-TRAK | 滾刀類型:齒輪滾刀 |
| 材質:高速鋼 | 適用機床:多款供選 | 精度等級:AAA級 |
| 是否進口:是 | 是否塗層:非塗層 | 規格:15*6*4 |
| 加工范圍:多種 | 是否庫存:庫存 | 是否批發:批發 |



滾花刀簡介
1 滾花輪的適用范圍
用途:在金屬制品的捏手處或其他工作外表滾壓花紋。印在手工具上的防滑而美觀的直線或十字交叉的花紋,均由滾花輪壓制而來。花輪在銑齒輪機精銑成形後再熱處理使用,表麵精度雖然無研磨後的精度,但花輪的同心度,直線度也使工件達到防滑美觀的效果。
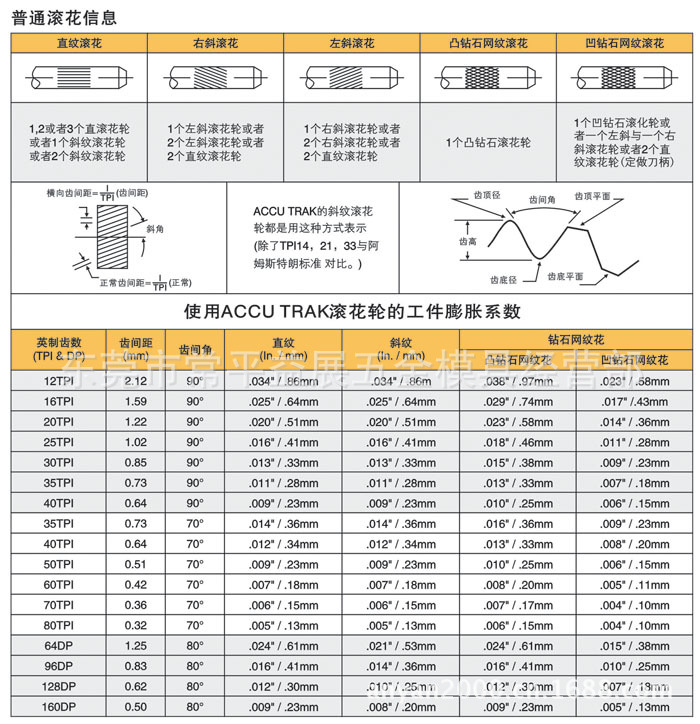
2.花紋的型式
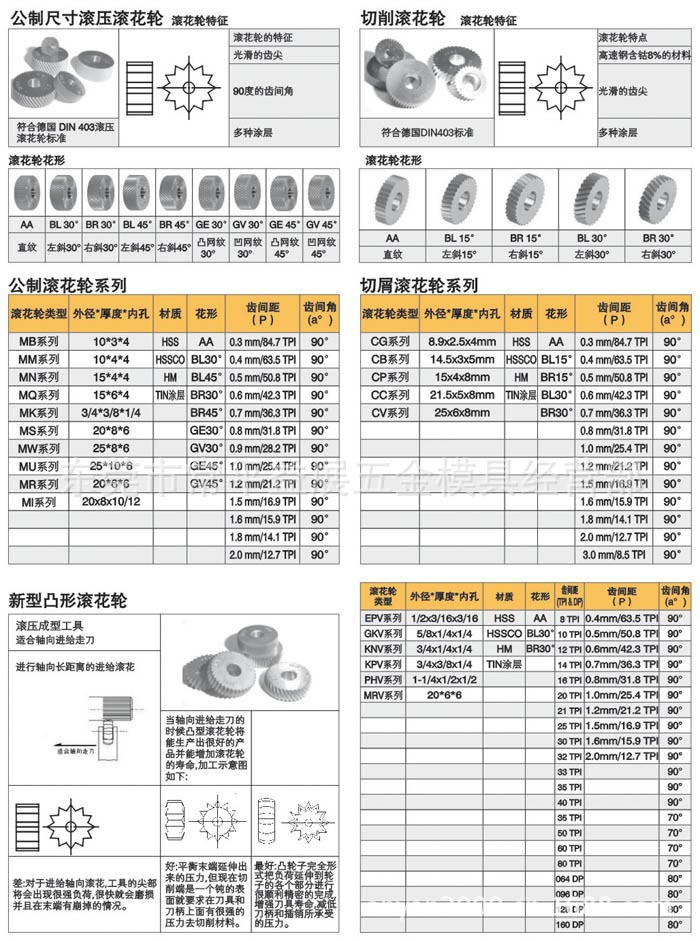
滾花花紋有多種,大致為直紋、斜紋、網紋三種。其中網紋有菱形與方形,也就是30°和45°兩種。按我國國傢標準GB6403.3-86中滾花花紋是以模數來計算的,有0.2、0.3、0.4、0.5四種,其P值(花紋齒數距離,單位mm)為0.2=0.628,0.3=0.942,0.4=1.257,0.5=0.571。通常花紋有公制和英制,英制的P值是按每寸多少牙數計算的;公制的P值為每0.1一個規格,即0.3,0.4,0.5,0.6,0.7,0.8,1.0,1.2,1.4,1.6等。
3.滾花輪的規格
按不同的直徑、寬度與花紋的不同,滾花輪有許多規格。 國產的大致有Φ15、Φ20、Φ25、Φ30等不同直徑系列;寬度有6、8、10、12、15、20等系列。花紋有直紋與斜紋,網紋是由兩個相對的斜紋滾花輪上下組合形成的。 進口的滾花現在目前有德國和美國市場上使用率較高,其規格也很多。按直徑不同有Φ8.9 ,Φ10、Φ15、Φ20、Φ25等規格,按寬度不同有2.5、4、6、8、10、等規格。按花紋不同有直紋、斜紋、網紋等規格。按P值不同,從P0.3 -P2.0,有很多規格。另外,國外有專門的網紋花輪,隻要零件花紋在花輪寬度之內,就可以直接用單個花輪壓花。如果零件網紋超過花輪寬度,還是要用上下兩個斜紋輪進行走花壓制。
4.滾花刀的型式
滾花操作需要用滾花刀柄,也就是裝有滾花輪的刀柄。滾花刀柄可以直接購買,也可以買滾花輪回來自己制作刀柄。一般有單輪式、復輪式和六輪式。單輪式是在一個滾花刀柄上裝一個花輪;復輪是在一個滾花刀柄上上下裝兩個花輪,一般都是由兩個相反的斜紋輪組成一對;六輪式就是有三組復式輪裝要刀柄上,可以直接轉換不同的花紋組合。在我們自動車床上用的滾花刀一般都是買進口的滾花輪回來自己制作的。
5.滾花的加工操作
在車床上滾花,受力相當大,工件必須裝夾牢固。按裝滾花刀時,刀麵要與工件垂直,同時花輪中心要對準工件的軸心。滾花開始時,起頭很重要,要用力直接壓入工件,不能有停頓,使工件一下子就壓出花紋。等花紋滾得很清晰後再開走刀,進行走花。否則容易產生破頭,即花紋滾亂。在滾花時要保證有充分的潤滑液,可用機械油進行潤滑。還要經常清除鐵屑,花紋才能滾得清清楚楚。 在自動車床上滾花也相同。設計凸輪時,要求在滾花刀接觸工件表麵後,直接切入到規定的花紋底徑,再停留10°~15°左右就立即退刀。如果是走花,切入到花紋底徑後就立即讓滾花刀橫向行走,走到規定的距離後,也同樣要立即退刀,不然多停留後,會產生一條刀痕,破壞花紋的表麵形狀。在自動車床上壓網紋花,隻要花紋寬度不超過滾花輪的寬度,可直接用網紋輪滾,如果工件網紋超過花輪長度,就要用復式輪進行走花。
&&&一切準備完畢後開車,剛開始不要開走刀,等滾出的花紋沒問題後再開走刀,發現亂紋立即停車,重新開始,如果深度不夠可再滾一遍。&&&
對車床沒有什麼特殊要求,隻是你乾這個活的時候要慢慢來,不能著急。
如果沒有什麼特殊要求,選刀還是普通的。不是說瞭嗎,一旦開始滾花你就得保證符合要求(開始滾的時候,不要急著進給,即使開始一段沒滾好,那也隻是開始一小點)因為你2次加工很容易廢件。
本公司承諾:本司所售的滾花輪均為原裝正品,假一賠十 本司為美國ACCU-TRAK滾花工具在中國區的總代理,本司所售的滾花輪及刀柄均有現貨,歡迎您來電咨詢!
新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。