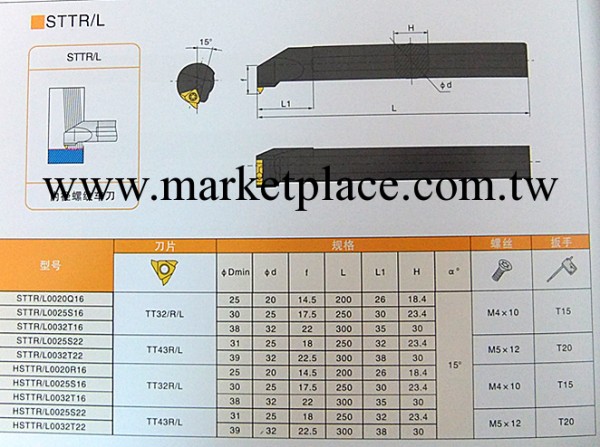




| 樣品或現貨:現貨 | 是否標準件:標準件 | 標準編號:M2A |
| 品牌:哈一工 | 型號:M2 A級 | 滾刀類型:齒輪滾刀 |
| 材質:高速鋼 | 適用機床:滾齒機 | 精度等級:A級 |
| 是否進口:否 | 是否塗層:非塗層 | 規格:M2 A級∠20 |
| 加工范圍:加工齒輪 | 是否庫存:庫存 | 是否批發:批發 |

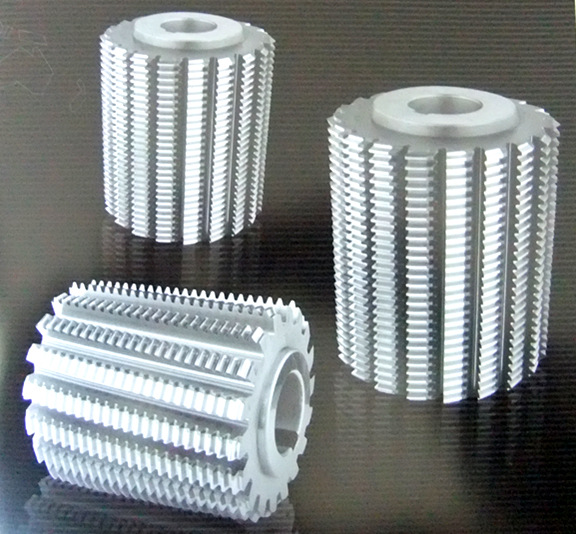



滾刀是刀齒沿圓柱或圓錐作螺旋線排列的齒輪加工刀具﹐用於按展成法加工圓柱齒輪﹑蝸輪和其他圓柱形帶齒的工件(見齒輪加工﹑齒輪)。根據用途的不同﹐滾刀分為齒輪滾刀﹑蝸輪滾刀﹑非漸開線展成滾刀和定裝滾刀等。
齒輪滾刀常用的加工外嚙合直齒和斜齒圓柱齒輪的刀具。加工時﹐滾刀相當於一個螺旋角很大的螺旋齒輪﹐其齒數即為滾刀的頭數﹐工件相當於另一個螺旋齒輪﹐彼此按照一對螺旋齒輪作空間嚙合﹐以固定的速比旋轉﹐由依次切削的各相鄰位置的刀齒齒形包絡成齒輪的齒形。常用的滾刀大多是單頭(見螺紋)的﹐在大量生產中﹐為瞭提高精度和光潔度也常采用多頭滾刀。
單頭滾刀轉一轉﹐齒輪繞本身軸線轉過一個齒﹔多頭滾刀轉一轉﹐齒輪轉過的齒數與滾刀頭數相等。蝸輪滾刀的滾刀在螺旋升角小於5°時﹐常制成直容屑槽﹐便於制造和刃磨﹔螺旋升角大的滾刀常制成螺旋容屑槽﹐以免刀齒的一側刃以大負前角(見刀具)切削的不利情況。
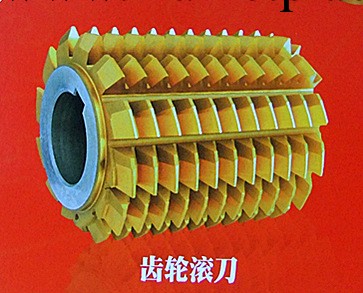
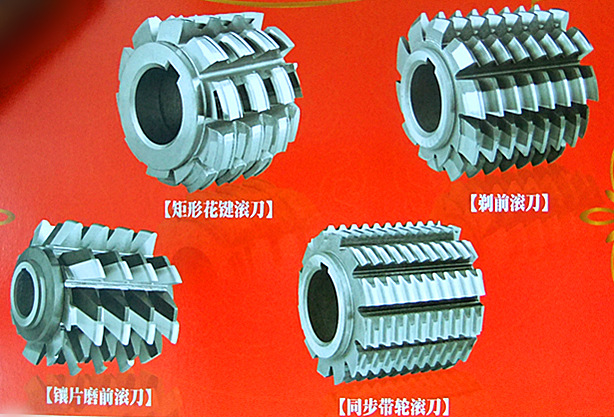
用高速鋼制造的中小模數齒輪滾刀一般采用整體結構。模數在10毫米以上的滾刀﹐為瞭節約高速鋼﹑避免鍛造困難和改善金相組織﹐常采用鑲片結構(圖1 齒輪滾刀 )。鑲片滾刀的結構形式很多﹐常用的為鑲齒條結構﹐即刀齒部分用高速鋼制成齒條狀﹐熱處理後緊固在刀體上。
用硬質合金制造滾刀﹐可以顯著提高切削速度和切齒效率。整體硬質合金滾刀已在鐘表和機器制造工業中廣泛地用於加工各種小模數齒輪。中等模數的整體和鑲片硬質合金滾刀已用於加工鑄鐵和膠木齒輪。
國傢把滾刀的精度等級分為 AA級﹑A級和 B級。一般國標滾刀采用AA級。
部標跟企標采用A級。鏈輪滾刀要求精度不高,一般采用B級。為瞭加工特別精密的齒輪﹐有的國傢還有AAA級滾刀。
切齒過程中﹐滾刀的制造誤差主要影響齒輪的齒形誤差和基節偏差。 剃齒前加工齒輪齒形用的滾刀稱為剃前滾刀。剃前滾刀的齒形﹐要按剃齒馀量形式的要求制成特殊的形狀(圖2 剃前滾刀的齒形 )。齒頂帶凸角﹑齒根帶倒角的滾刀齒形是一種較常用的留剃形式﹐它使被加工齒輪的齒根處有些挖根﹐齒頂處有些倒角﹐中間部分剃齒馀量均勻。(見彩圖 硬齒麵齒輪的精加工刀具──硬質合金刮削滾刀 ﹑ 齒輪加工刀具──滾刀﹑插齒刀﹑剃齒刀)
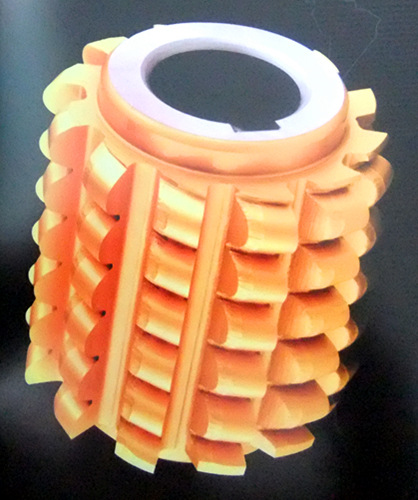
常用的蝸輪加工刀具。蝸輪滾刀基本蝸桿(見蝸桿傳動)的類型和主要參數(模數﹑齒形角﹑分度圓直徑﹑螺

旋升角和螺紋頭數等)應當與工作蝸桿相同﹐因此蝸輪滾刀常是專用的。

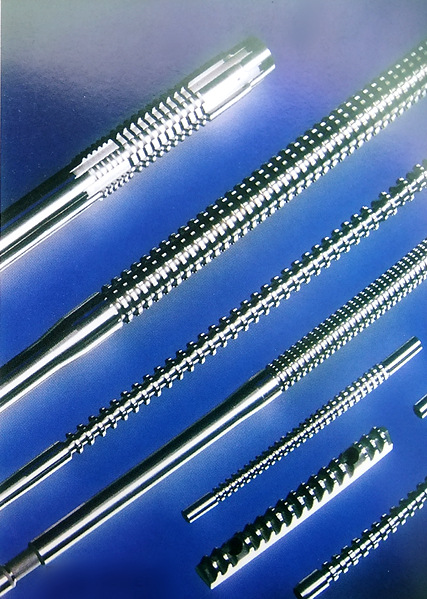
當外徑較大時﹐滾刀制成套裝式﹔外徑較小時將滾刀制成與心軸一體的帶柄式結構(圖3 蝸輪滾刀 )。
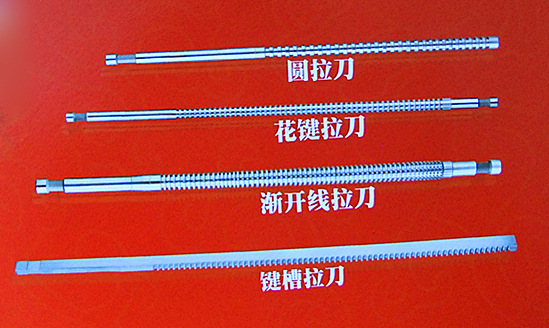
非漸開線展成滾刀 工作原理與齒輪滾刀相同。花鍵滾刀可用於加工矩形齒﹑漸開線齒或三角形齒的花鍵軸﹐其加工精度和生產率較成形銑刀高。非漸開線展成滾刀還可加工圓弧齒輪﹑擺線齒輪和鏈輪等。
定裝滾刀 各齒齒形不同﹐隻有最後一個齒是精切齒。齒形和工件的齒槽相同﹐以成形銑削法切削工件的齒槽﹐因此定裝滾刀必須相對工件的軸線安裝在固定的位置上。滾刀上其馀的刀齒都是粗切齒。加工時的運動關系與齒輪滾刀相同。成形滾刀可避免用展成刀具加工時齒根部產生的過渡曲線。棘輪滾刀是常用的定裝滾刀(圖4 定裝滾刀 )。
齒輪滾刀是依照螺旋齒輪副嚙合原理,用展成法切削齒輪的刀具,齒輪滾刀相當於小齒輪,被切齒輪

相當於一個大齒輪,如圖9-24所示。齒輪滾刀是一個螺旋角β0很大而螺紋頭數很少(1~3個齒),齒很長,並能繞滾刀分度圓柱很多圈的螺旋齒輪,這樣就象螺旋升角γz很小的蝸桿瞭。為瞭形成刀刃,在蝸桿端麵沿著軸線銑出幾條容屑槽,以形成前麵及前角;經鏟齒和鏟磨,形成後刀麵及後角,如圖9-25所示。
蝸輪滾刀的基本蝸桿
齒輪滾刀的兩側刀刃是前麵與側鏟表麵的交線,它應當分佈在蝸桿螺旋表麵上,這個蝸桿稱為滾刀的基本蝸桿。基本蝸桿有以下三種:
1.漸開線蝸桿
漸開線蝸桿的螺紋齒側面是漸開螺旋麵,在與基圓柱相切的任意平面和漸開螺旋麵的交線是一條直線,其端剖麵是漸開線。漸開線蝸桿軸向剖麵與漸開螺旋麵的交線是曲線。用這種基本螺桿制造的滾刀,沒有齒形設計誤差,切削的齒輪精度高。然而制造滾刀困難。
2.阿基米德蝸桿
阿基米德蝸桿的螺旋齒側面是阿基米德螺旋麵。通過蝸桿軸線剖麵與阿基米德蝸螺

旋麵的交線是直線,其它剖麵都是曲線,其端剖麵是阿基米德螺旋線。用這種基本蝸桿制成的滾刀,制造與檢驗滾刀齒形均比漸開線蝸桿簡單和方便。但有微量的齒形誤差。不過這種誤差是在允許的范圍之內,為此,生產中大多數精加工滾刀的基本蝸桿均用阿基米德蝸桿代替漸開線蝸桿。
3.法向直廓蝸桿
法向直廓蝸桿法剖麵內的齒形是直線,端剖麵為延長漸開線。用這種基本蝸桿代替漸開線基本蝸桿作滾刀,其齒形設計誤差大,故一般作為大模數、多頭和粗加工滾刀用。
尊敬的顧客請您在購買時認真查看產品的規格及特點,本店的產品種類齊全,可以滿足您一站購齊的需求,如有任何不明白的問題,可隨時聯系我們,我們將全心全意為您服務。因近期價格浮動較大,網頁上的價格來不及一一更新,請在拍下前先來電詢問,以免造成不必要的麻煩,本店所有產品交易建議您用支付寶支付,(支付寶https://www.alipay.com/);請顧客朋友放心購買;預祝合作愉快!
【運輸方式】
①本店合作快遞有:
順豐:http://www.sf-express.com/;
韻達:http://www.yundaex.com/
圓通:http://www.yto.net.cn/;
中通:http://www.zto.cn/;
申通:http://www.sto.cn/;
匯通:http://www.htky365.com/
天天:http://www.ttkdex.com/
EMS:http://www.ems.com.cn/
鑫飛鴻:http://www.u-link.org/
快件查詢:快遞發貨後第二天,您可通過快遞網站憑快遞單號查詢,以確保您的貨品能夠快速安全的到達!江浙滬地區如發貨3天後,其他地區4天後仍沒收到貨物者,可與我們取得聯系,我們將為您查詢具體情況。
②物流:按箱或體積收取運費,要自己提貨,價格實惠。物品多,大件物品建議使用。
華宇物流:http://www.hoau.net/
佳吉快運:http://www.jiaji.com/
中鐵快運:http://www.cre.cn/
③如果有什麼特殊運輸方式要求可以盡管提出,本人定當不遺餘力!
如要退換貨,請買傢在收到貨三天內提出(以收件憑據日期為準),過期不再接受任何退換貨要求。對貨品不滿意,在商品質量沒有問題,貨品保持完整不影響第二次銷售的情況下可以在三天內進行退換,但賣傢不承擔不應該承擔的退換貨的費用。(包括已付快遞費用及退貨產生費用) 買傢有什麼問題請在拍下前提出。如有商品質量問題請買傢提供憑證,賣傢承擔一切退換所產生的費用。
請各位買傢(或代收人)在查收貨品時當著承運方直接打開核對再簽上您的大名,如果發現貨物在運輸路程中出現丟失或損壞可按正常流程開出證明,由賣傢與承運者交涉進行索賠。如果在簽收後不能出具證明的情況下提出貨物丟失或損壞,一切損失由買傢自行承擔。本店概不負責,謝謝合作!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。