



| 是否標準件:標準件 | 標準編號:9001 | 品牌:德工 |
| 型號:t3 | 材質:Cr12MoV | 螺紋刀具種類:滾絲輪 |
| 適用機床:滾絲機 | 是否塗層:塗層 | 加工范圍:m10-m32 |
| 規格:t6x75x180 | 刀具:8 |
任縣厚德機械制造廠專業生產和研究各種
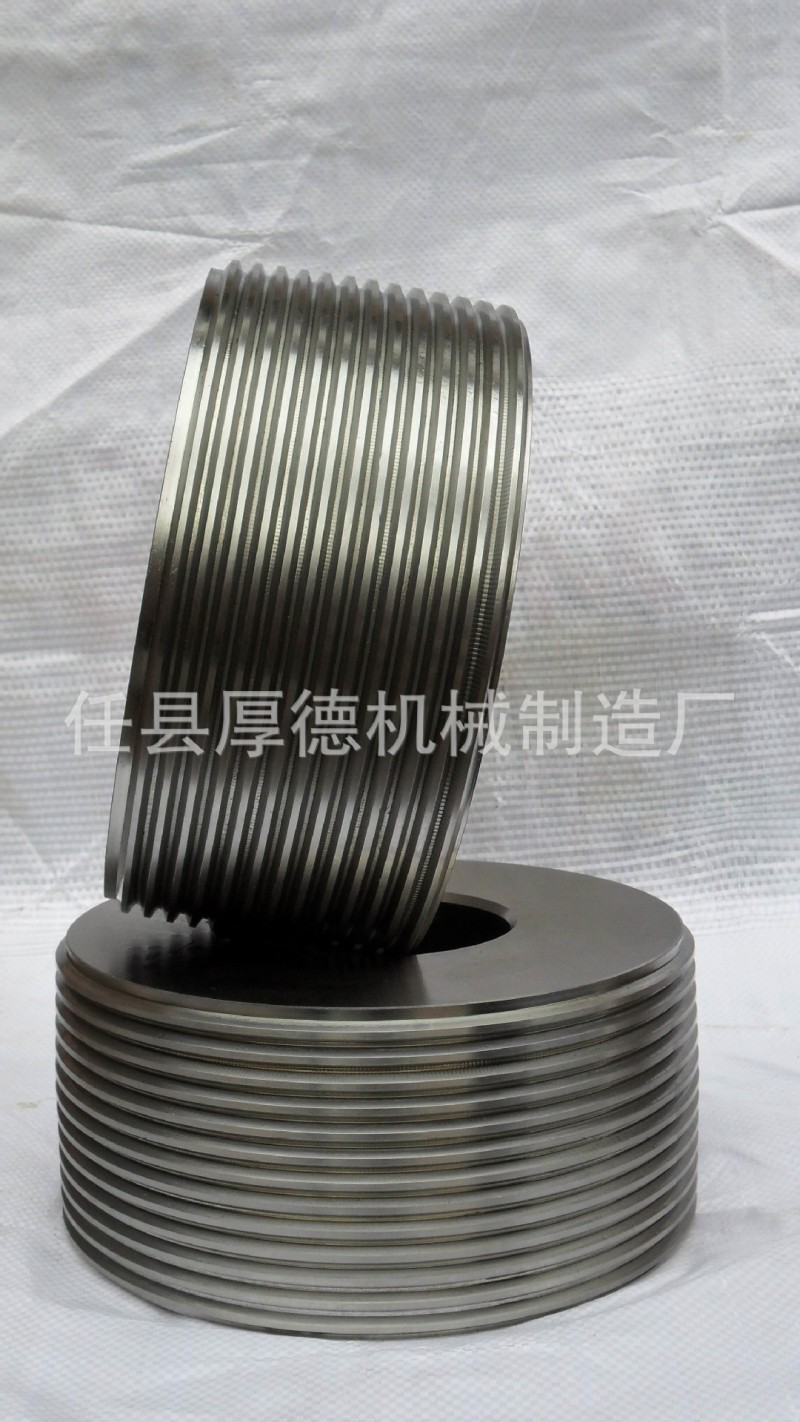
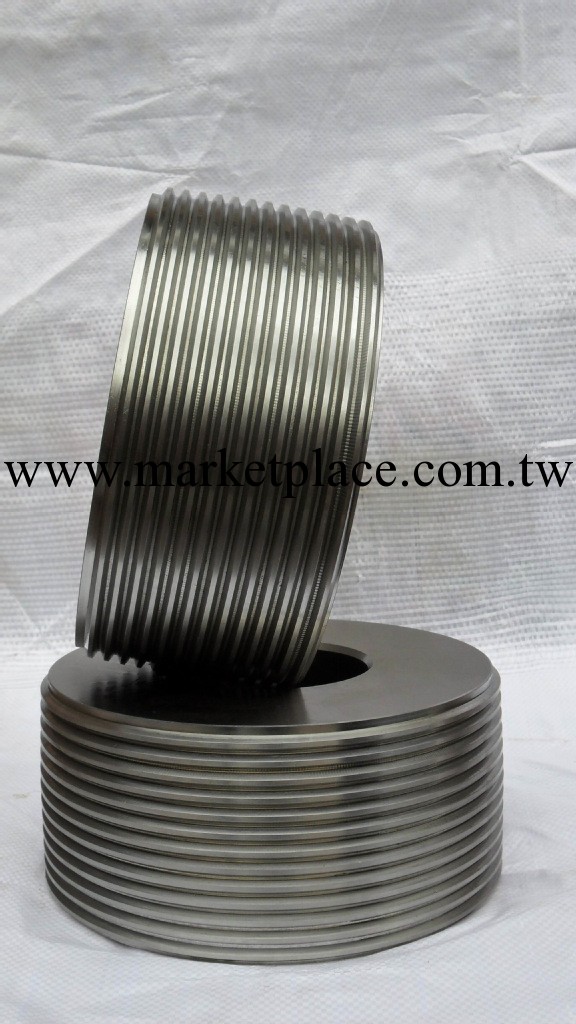
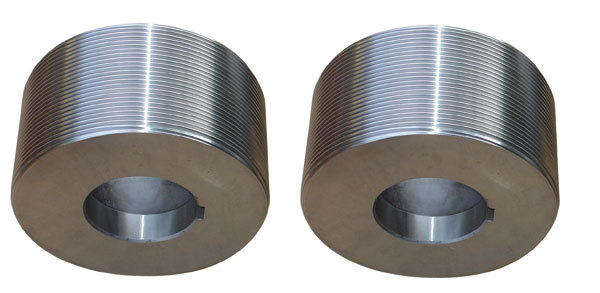
滾絲輪是在滾絲機上利用金屬塑性變形的方法滾壓出螺紋的一種工具。滾絲輪通常分為高強度、普通、國標、英制美制、細牙、網紋、直紋、T型扣、圓弧扣。
滾絲輪工藝:滾壓加工緊固件螺紋,不是切削工具。無需過高硬度及高紅硬性;服役時工作螺紋(牙齒)承受小能量多次沖擊力和強烈摩擦力作用,應具有高強度、高耐磨、相宜硬度和良好韌性。
材料:Cr12MoV
技術要求:硬度59~61HRC,碳化物級別1~2級,晶粒度10.5~11.0級。
滾絲輪使用註意事項:
1、滾絲機床精度差,振動大,運轉不正常下服役;
2、滾絲模具對位不正,被滾壓件發生軸向位移,牙紋受到剪切和擠壓兩種應力作用;
3、被滾壓螺紋絲坯尺寸大小不均,表麵未清理乾凈,有砂輪沫、氧化皮和污臟物;
4、被滾壓件硬度不均勻(8.8級螺栓應在27~30HRC;10.9級應在35~37HRC),防止有時因管理不善將未經回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度與滾絲輪牙紋刃口硬度相近,導致崩刃。
5、滾壓時未加入潤滑劑,造成乾摩擦,使牙尖溫度急劇升高至超過滾絲輪回火溫度,牙紋過度回火被軟化,發生倒牙、堆牙失效
6、滾絲輪出廠前必須充分退磁,留有殘磁,工作時因牙紋吸附細鐵沫將加速磨損失效 。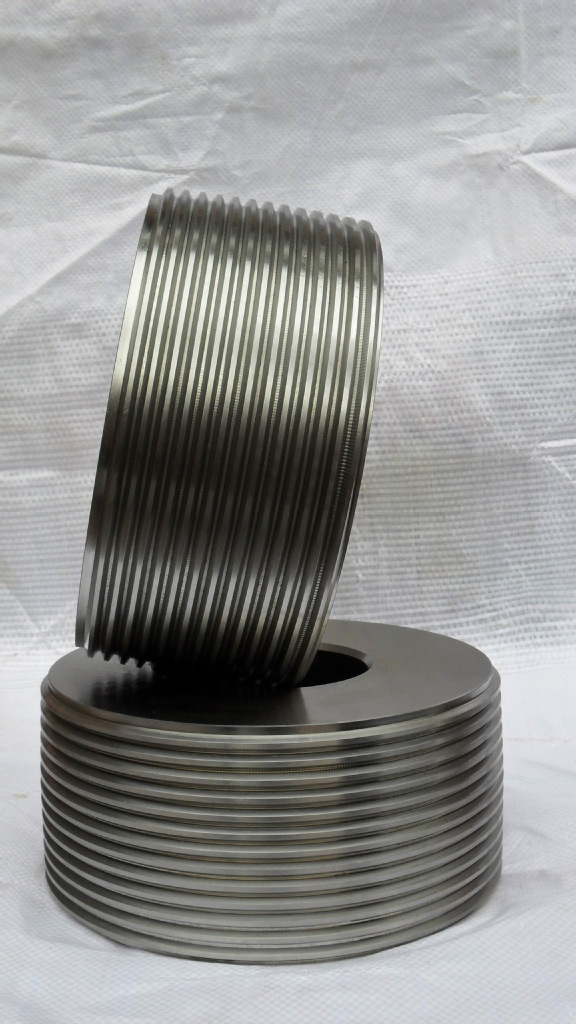



我公司所有
如今,我們已擁有年產數萬付的生產能力,產品遠銷全國各地,成為國內最大的


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。