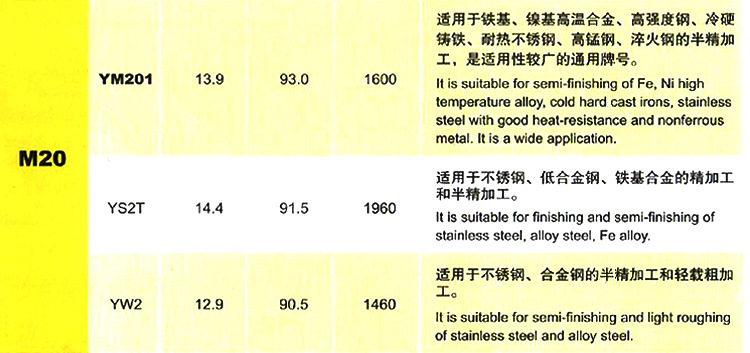
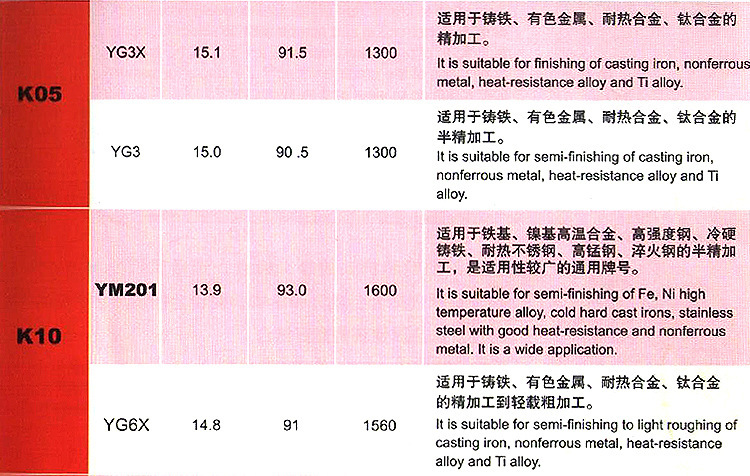
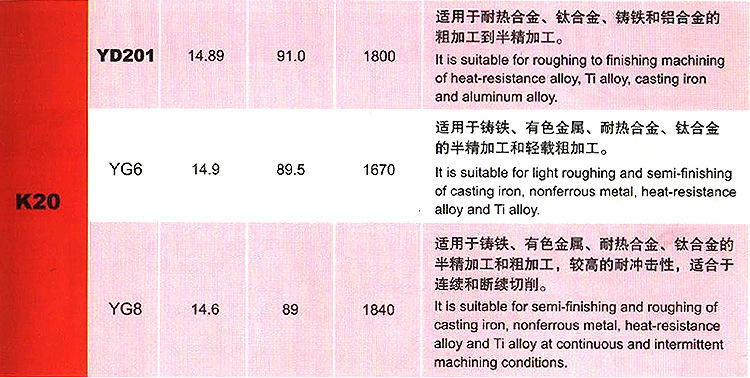
| 品牌:鑽石 | 型號:YT14/YT5/YW1/YW2/YG3/YG6/YG8/YS8/YS25/YS30/YG3X/YG | 標準編號:A118、A118A、A120、A122、A125、A130、A136、A140、A150、A160 |
| 類型:精車刀 | 材質:硬質合金 | 適用機床:車床 |
| 車刀角度:30 45 90(度) | 是否進口:否 | 是否塗層:非塗層 |
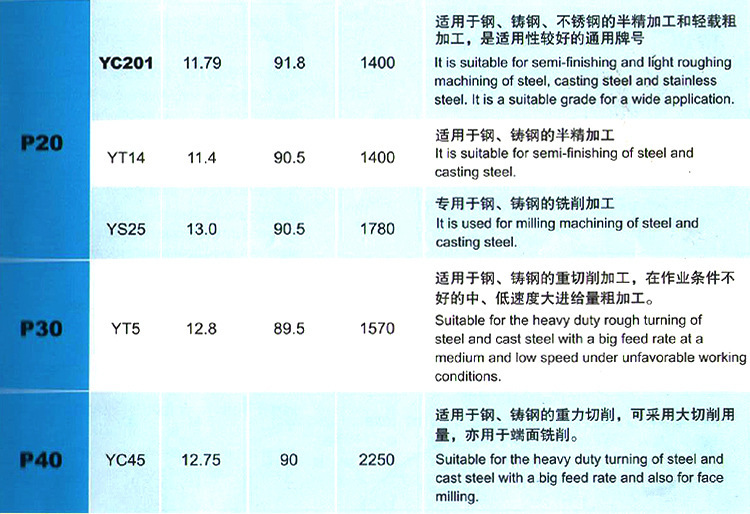
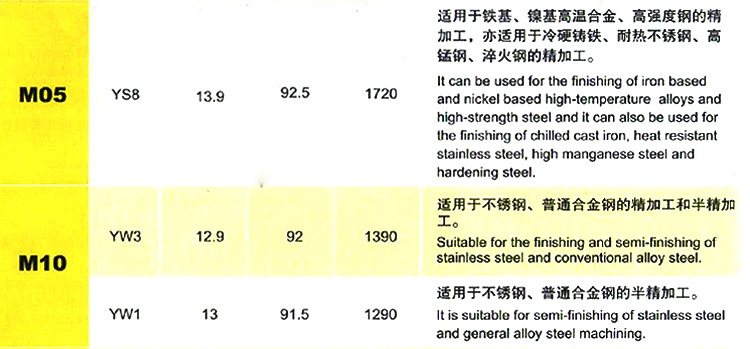
| 規格:YT5.YW1.YW2.YS8.YT15A320.A325 | 加工范圍:見說明 | 是否庫存:庫存 |
| 是否批發:批發 | 是否標準件:標準件 | 樣品或現貨:現貨 |
| 加工定制:是 |


足夠的剛性是以最大允許的外形尺寸以及采用較高強度的鋼號和熱處理來保證.
硬質合金焊接刀片應有足夠的固定牢靠程度,它是靠刀槽及焊接質量來保證的,故要根據刀片形狀及刀具幾何參數選擇刀片鑲槽形狀.
在將刀片焊接至刀桿上以前須要對刀片,刀桿進行必要的檢查,首先應檢查刀片支承麵不能有嚴重彎曲.硬質合金焊接麵不得有嚴重滲碳層,同時還應將硬質合金刀片表麵及刀桿鑲槽中的污垢進行清除,以保證焊接牢靠.
為瞭保證焊接強度,應選擇合適的焊料.在焊接過程中,應保證良好的濕潤性和流動性,並排除氣泡,使焊接與合金焊接麵充分接觸,無缺焊現象.
建議采用工業硼砂,在使用前應在烘乾爐中進行脫水處理,然後進行碾碎,過篩去除機械雜物,待用.
在焊接高鈦低鈷細顆粒合金及焊接長而薄的合金刀片時,為減少焊接應力,建議采用厚度為0.2--0.5mm的薄片或網孔徑2--3mm的網狀補償墊片進行焊接.
由於硬質合金刀片脆性較大,對裂紋形成敏感性強,所以刀具在刃磨過程中應避免過熱或急冷,同時還要選擇合適粒度的砂輪及合理的磨削工藝,避免產生刃磨裂紋,影響刀具使用壽命.
在安裝刀具時,刀頭伸出刀架的長度應盡量小,否則,容易引起刀具震動,從而損壞合金片.
刀具使用達到正常磨鈍時,必須進行重磨,重磨後的刀具,一定要用油石對刃口及刀尖圓角進行研磨,這樣會提高刀具的使用壽命及安全可靠性.


新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。