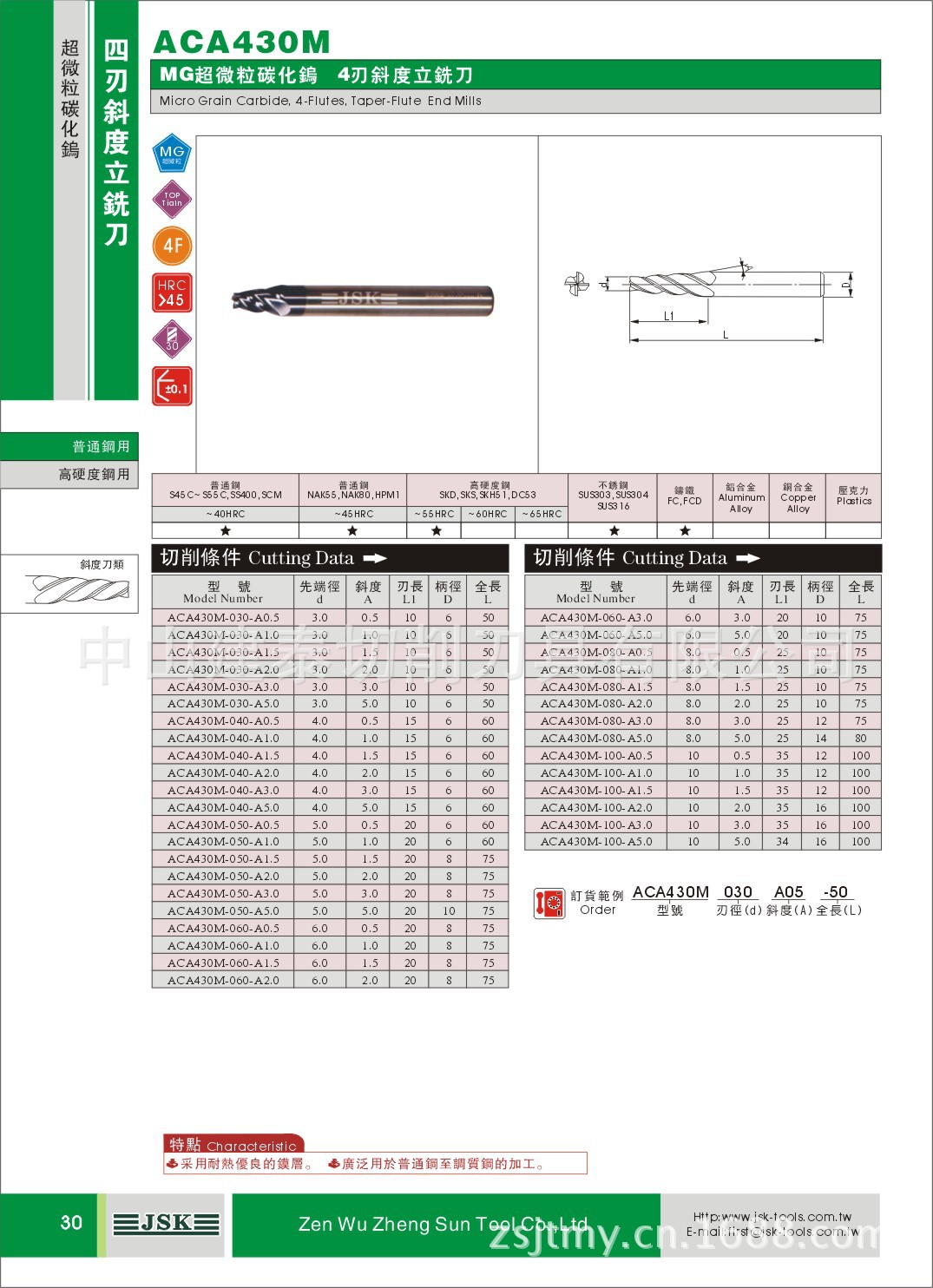
| 品牌:JSK/傑思克 | 型號:ACA430M | 類型:端銑刀 |
| 材質:鎢鋼 | 是否塗層:塗層 | 是否進口:是 |
| 適用機床:多款供選 | 加工范圍:可加工高硬度材質(HRC45°以下),廣泛用於普通鋼至調質鋼的加工。 | 規格(直徑*全長):ACA430M-030-A0.5(3.0*50),ACA430M-100-A5.0(10*100)(mm) |
| 刃數:4刃 | 刃柄型:斜度型 | 螺旋角:30° |
| 材質 | 晶粒 | 鎢含量 | 鈷含量 | 硬度 | 抗折力 |
| MG289 | 0.6uM | 90% | 10% | 92.3HRA | 3800N/mm2 |
| 鍍膜名稱 | 鍍膜材料 | 摩擦系數 | 處理溫度 | 耐氧化溫度 | 特色 |
| TiAlN | 氮化鋁鈦 | 0.4 | 600°C/1100°F | 900°C/1650°F | 優良的抗氧化性 |
中山建泰切削刀具有限公司是一傢從事鎢鋼銑刀等產品生產的港、澳、臺商獨資經營企業,註冊資金160萬美元,主要從事各種鎢鋼銑刀研發、設計、制造、銷售及服務於一體的企業。
公司於2007年12月正式取得臺灣制刀廠:仁武正順車刀有限公司自有品牌JSK切削刀具在大陸銷售及服務的總代理。仁武正順車刀有限公司創立於西元1981年,至今30餘載,是一傢研發、設計、制造、銷售及服務的專業制刀廠。產品所涉及的產業有:汽車、機車零件、模具、航空航天、高爾夫運動器材、運動腳踏車、鐘表工業、3C傢電等等。我們有德國機床(WALTER五軸磨刀機)10餘部,搭配歐美棒材及瑞士塗層設備。嚴格把關每一道制刀制程,確保每一位消費者能使用到合適的切削刀具,是我們每位同仁的一致理念。
中山建泰切削刀具有限公司研發、設計、制造、銷售及服務的產品如下:鎢鋼銑刀、鑽頭、鑽鉸刀、球型刀、銑牙刀、波浪刀、高速鑽頭、拉力式鉸刀及承接非標刀具、雕刻刀具等等。
1、JSK鎢鋼銑刀采用MG289系列超微粒等級碳化鎢原料,可加工高硬度材質(HRC45°以下),廣泛用於普通鋼至調質鋼的加工。
2、JSK鎢鋼銑刀MG289系列采用TiAlN耐熱優良的氮化高鋁鈦鍍層,有效提高鎢鋼銑刀的抗氧化能力和抗磨損能力,並在刀具和工件接觸區產生高溫時起到保護的作用,從而延長鎢鋼刀具的使用壽命。
3、JSK鎢鋼銑刀MG289系列圓棒晶粒0.6uM。晶粒經精密模壓後采用高溫低壓燒結而成,刀具內部金相組織致密性好,有效地減少瞭合金中的顯微孔隙,避免刃口在精磨及使用過程中發生崩刃現象,提高切削截麵的光潔度。
4、JSK鎢鋼銑刀刃口精磨使用德國瓦特CNC高精密全自動化機械設備,加工精度高,光潔度可達鏡麵效果。刃口鋒利,無崩刃、卷刃現象,被切削截麵平整、光滑、無毛刺。
5、亮晶透明綠盒獨立包裝,對刀具實施瞭堅固的保護,減輕物流運輸中的傷害。
6、榮獲ISO9001:2000國際質量體系認證,規模化及標準化的生產與質檢,為顧客持續穩定地提供預期和滿意的優質鎢鋼銑刀。
鎢鋼銑刀的使用不當或操作失誤都會造成刀具的意外損傷,甚者更會釀成重大事故。為保障生產進度及員工安全,請嚴格遵守以下鎢鋼銑刀使用事項:
1、操作時請使用符合安全規格的護罩和眼鏡。
2、請勿徒手觸摸刀刃邊緣。
3、當刀具變鈍時請勿再使用,保障人員安全。
4、請使用適當切削數據。
5、使用前請先檢查刀具尺寸是否正確。
6、請使用品質精良、高鋼性、動態平衡較佳之刀把,刀具偏擺精度超過0.01mm時,請改善後再切削。
7、初次使用本公司產品時,應先降低進給速度20% ~ 35%試切削,待切削狀況穩定後再逐一調升。
8、刀具進行切削中有聽到異常聲音時,請逐一調降主軸轉速、進給速度、切削量或立即停止操作。
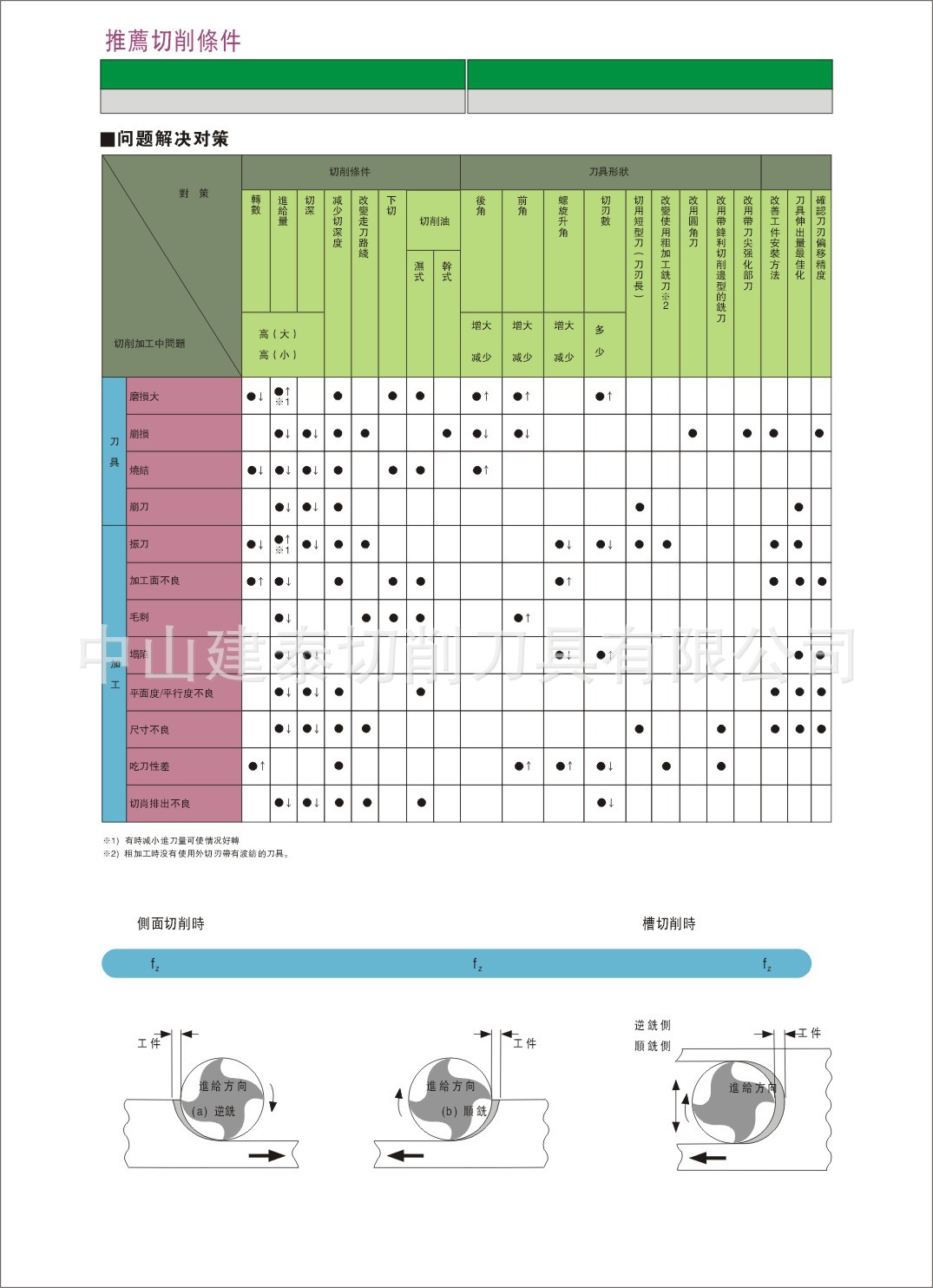
9、為瞭防止刀刃二次切削及過切之情況發生,請使用順銑法(下銑法)。
10、在高速切削時請用噴霧式或噴氣式為冷卻方式,絕對禁止使用油性切削。
11、在不乾涉的條件下盡可能使刀具懸長最短。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。