JS-04接線端子機(銅帶機)使用說明書
OPERATING INSTRUCTIon
一、 端子機簡介:
l—l、用途及基本結構
本機是一種新型的接線設備,采用包裹式連接法以取代一般錫焊連接法或手工 鉚接法,連接可靠往角方便。適用於:
A:導線與氖燈的連接 B:電阻LED的連接
C:開關與導線的連接 D:變壓器軸頭的連接
E:電阻與導線的連接 . F:恒溫保險絲的連接
G:不能焊接的高溫發熱線或熱敏元件等的連接。
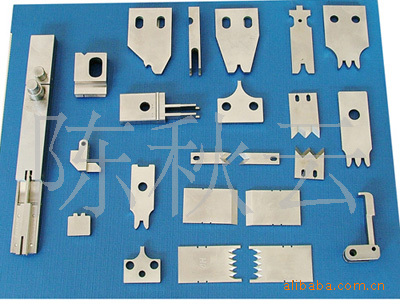
本機采用組合式刀模(見圖二),可按需要更換模刀:能自動連續送料,材料經切 斷、成型、卷緊一次完成包裹壓接全過程;無廢料產生,調整容易。
本機配備有訂數器,保險裝置,分離式插座及踏板開關,高效安全。
l一2、型號及主要參數
機型:HC一04/06型 公稱壓力:10 KN
電源:AC、220V/50HZ (或110V/60Hz) 功率:180 w
滑塊行程:23mm 使用材料:寬×厚:2.4×O.3~0.4(mm)(04型)
寬×厚:6×0.3~0.4(mm)(06型)
1一3、隨機附件
1、料架簧 l件 6、電源線 1件
2、送料簧 1件 7、踏板開關 l件
3、料架軸 1件 8、11mm套筒板手 l件
4、料架圈 1件 9、內六角板手(3、4、5、6、8)5把
5、模刀 (按需配給) 二、端子機安裝:(見圖一)
2—l、電器安裝
將踏板開關引出線插頭和電源線插頭分別插入機器後上方的踏板開關插座 (FOOTSWITCH)和電源插座(POWER)上並鎖緊。 2—2、銅帶卷安裝
a、按圖(一)位置在料架軸(S8)上依次裝入料架簧(23)銅帶卷(24)再套入料 架圈(22)限位鎖緊。
b、拉出銅帶經送料簧(110)過帶孔,抬起夾料板(17),銅帶經夾料板與夾料塊 (16),送料輪(26),穿入導料管(21)送進切斷模(83)的進料口。 2—3、刀模安裝
a.將套簡扳手插入主軸尾端,用手撥開離合器拉桿,按旋向指示方向轉動主軸. 使滑塊上升到蕞高點。
b.旋下導塊(02)上兩螺釘,平行卸下導塊。
c.將內外滑塊刀模(05、06)上兩銷軸分別插入兩銅連桿(03)孔內。
d.松開導塊上的頂料塊(1 8)螺釘,將頂料塊往後退。
e.上壓頂桿(13),裝上配套的同規格壓彎頂件塊(11),關上軸位螺釘(12)並鎖緊 。
f.蓋上導板(02),並將導板向左帖合滑塊刀模後鎖緊,這時應使滑塊刀模間隙最 小,並能順暢滑動。
g.按旋向指示方向轉動主軸,使滑塊刀模到下死點,掛上配套的切斷模(83),向 右輕靠,使其刀口與滑塊上的左模塊(07)刀口吻合,後鎖緊螺釘。
h.調整項料塊(18),使其靠近滑塊上的右模塊(08)後鎖緊。
i.松開下模座(114)鎖緊螺釘,調底部調整螺桿,使下模麵拉於高度合適位置後 背緊螺母。 2—4、刀模選擇
滑塊刀模、壓彎頂件塊(11),下模(37或137)均設有“03、02、01、10、
20、30、40、”,七個尺寸規格,下模設有直下模(37),彎下模(137)兩
種形式;模腔還分有單圓弧,雙圓弧兩種;切斷模設有2mm,4mm兩種規
格:使用時根據所連接線徑或元件引出端形狀大小以及使用銅帶寬度等選
擇接頭形式(見圖二)和適用規格的刀模。
A、 刀模標示意義:
固定碼 刀模寬度 下模形式 刀模尺寸代號 上刀形號
B、 刀饃選擇表
壓接線徑 0.15-0.3 0.25-0.4 0.35-0.5 0.5- 0.7 0.7-0.9 0.8-1.0 1.0-1.3
選用刀模 03 02 01 10 20 30 40 三、端子機工作
3一l、手動調整、試壓
a.關閉電源開關
b.將套簡扳手套入主軸尾端,手伸入皮帶罩上方的撥動口內撥動電磁鐵拉 桿,套筒扳手按旋向指示方向轉動,’主軸帶動滑塊刀模從上到下,再回到上死 點,完成切斷、成型、卷緊的包裹連接全過和,並再次送料到位。
c.松開送料輪上螺釘,調整送料輪,使送料長度符合使用要求。
d.試壓空套符合要求後即可加入連接物試壓。 3—2、正常工作 ’
A.檢查電源電壓是否符合,刀模安裝是否正確穩固。
B.手動試壓(見3—1)
c.將主軸旋轉至定位,並撥出套筒扳手。
D.調試正常後,送上電源開關.電機開始運行。
E.將連接物置於凹下模中適當位置。
F.踩動踏板開關,每踩一次、滑塊刀模下上動作一次,完成_二次壓接。
G.重復E、F、可實現連續壓接。 3—3、工作完畢
a.關閉電源開關。
b. 擦凈凹下模和模塊上的殘留銅屑及污垢。 3—4、保養 .
a.更換滑塊刀模時,銅連桿孔內加入少許黃油。
b.滑塊導軌麵每班需加適量機油。
3—5、註意事項
a.手動調整結束後,啟動電機之前,需將主軸旋轉至定位,並將套筒扳手 取下。
b.避免重疊壓接兩個以上接頭。
四、 端子機常見故障及排除方法
4—1、啟動電機不運轉
產生原因 排除方法
a.保險絲熔斷定 更換
b.主軸不在定位 轉至定位
c電麵故障 檢測 4—2、踩踏板開關不動作
產生原因 排除方法
a.踏板開關故障 檢修或更換
b.繼電器故障 檢修或更換
c.電路故障 檢修或更換
d.離合器簧失效 檢修或更換
e.離合器磨損耗 加大滾子或更換離合器芯 4—3、踩踏板開關動作二次以上
產生原因 排除方法
a.離合器簧疲乏 剪短或更換
b.繼電器延時時間調整太長 調短延時時問 五、端子機壓接質量
5—1、接頭斷麵毛邊太大
庇病原因 排除方法
a.切斷模與左模塊間隙大 調整切斷模或右導塊以消除間隙
b.刀口損傷 修磨刀口或更換模塊 5—2、接頭U形長短腳或打橫
庇病原因 排除方法
a.送料太長或太短 調整送料輪和頂件塊
b.下凹模不對中 調對中 5—3、接頭不緊
庇病原因 排除方法
a.未調到位 調整下模架調整螺桿
b.刀模尺寸規格不合適 更換小號刀模 5—4、包裹材料中途彈出
庇病原因 排除方法
a.項桿簧失效 更換
b壓彎頂件塊嚴重磨損 更換 註、如屬鉚釘沖子(09)進入凹下模(37)深度不夠,造成接頭不緊,可適量修左右 模塊(07、08)前端麵,使凹下模可繼續上調。
附圖一
附圖二
05 外 滑 塊 08 右 模 塊 37 下 模
06 內 滑 塊 09 鉚 壓 沖 子 83 切 斷 模
07 左 模 塊 11 壓 彎 頂 件 塊 114 下 模 座
11 頂 件 塊 12 軸 位 螺桿 16 夾 料 塊
17 夾 料 板 18 頂 料 塊 20 料 夾 拉 簧
21 導 料 管 22 料 架 圈 23 料 架 簧
24 銅 帶 卷 26 送 料 輪 S8 料 架 軸
02 導 塊 03 連 桿 37 直 下 模
110 送 料 簧 137 彎 下 模 13 頂 桿 |