




| 類型:龍門車床 | 品牌:博鳴 | 控制形式:人工 |
| 型號:C5225——C5250 | 主電機功率:55(kw) | 加工精度:普通精度 |
| 最大加工長度:2500(mm) | 最大加工直徑:5000(mm) | 最大回轉直徑:5000(mm) |
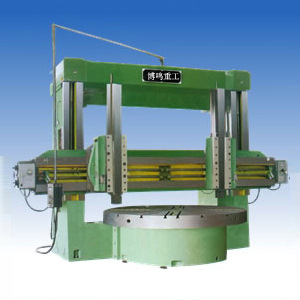
| 主軸轉速級數:無級 | 主軸通孔直徑:0(mm) | 安裝形式:立式車床 |
| 佈局形式:立式 | 適用行業:通用 | 動力類型:機械傳動 |
| 適用范圍:通用 | 產品類型:全新 | 是否庫存:否 |
| 售後服務:一年質保,終身維修服務 |
| C5225型 | C5231型 | C5240型 | C5250型 |
工作臺直徑 | 2250mm | 2800mm | 3150mm | 4000mm |
最大車削直徑 | 2500mm | 3150mm | 4000mm | 5000mm |
工件最大高度 | 1600mm | 1600mm | 1600mm | 2000mm |
工件最大重量 | 10000kg | 10000kg | 10000kg | 20000kg |
右刀架最大切削力 | 3500kgf | 3500kgf | 3500kg | 3500kgf |
左刀架最大切削力 | 3000kgf | 3000kgf | 3500kg | 3000kgf |
最大總切削力 | 6300kgf | 6300kgf | 6300kgf | 6300kgf |
工作臺最大扭轉力矩 | 6300kgf﹒m | 6300 kgf﹒m | 6300 kgf﹒m | 8700 kgf﹒m |
工作臺變速級數 | 16 | 16 | 14 | 18 |
工作臺變速范圍 | 2~63r﹒min‾¹ | 2~63r﹒min‾¹ | 2~40r﹒min‾¹ | 0.6~31r﹒min‾¹ |
進給量級數 | 18 | 18 | 18 | 12 |
進給范圍 | 0.25~90mm﹒min‾¹ | 0.25~90mm﹒min‾¹ | 0.25~90mm﹒min‾¹ | 0.6~96mm﹒min‾¹ |
刀架行程(水平) | 1400mm | 1730mm | 2200mm | 2800mm |
刀架行程(垂直) | 1000mm | 1000mm | 1000mm | 1200mm |
橫梁移動速度 | 350 mm﹒min‾¹ | 350 mm﹒min‾¹ | 350 mm﹒min‾¹ | 380 mm﹒min‾¹ |
刀架快速移動速度 | 1560 mm﹒min‾¹ | 1560 mm﹒min‾¹ | 1500 mm﹒min‾¹ | 1680 mm﹒min‾¹ |
刀架最大回轉角度 | ±30° | ±30° | ±30° | +45°-15° |
主電機功率 | 55KW | 55KW | 55KW | 55KW |
機床外形尺寸(長×寬×高) | 5180×4560×4680 | 5840×5040×4680 | 6780×4560×4680 | 6715×11620×8520 |
機床重量 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


河北博鳴機械有限公司始建於1988年,是河北地區最大的機床制造廠傢。公司擁有產品自營出
口經營權,“博工”牌車床產品獲國傢銀質獎、河北省名牌產品稱號,產品質量保證體系獲得
ISO9001-2000認證,公司為河北省裝備制造業重點企業。公司位於河北省邢臺市邢灣工業園區,占地麵積87000平方米。企業經過技術改造,擁有德國、西班牙數控導軌磨、日本五麵體加工中心、數控龍門鏜銑床、德國三坐標測量機、英國雙頻激光乾涉機等高精設備,具有較強生產制造能力。
公司以五十多年豐富的技術經驗,開發各系列的新產品,提升產品的水平檔次,檢查確保品質的一貫作風,為您提供優質的產品。主要產品分為普通車床、鑽床、立(臥)式加工中心、銑床、鋸床刨床六大類十幾個系列。為滿足客戶個性化需求,可設計整套完整的專業化生產線,提供各類零件機械加工方案,從設備配套、工藝流程等的設計、制造、安裝、調試、操作培訓、售後服務等一系列服務。

發貨方式:一般機器都是直達車,直接貨運客戶指定地點,2-3天即可到貨。
售後服務:售後一年,一年之內有任何質量問題,負責免費維修。
河北博鳴機械制造有限公司
電話:0319-7583457
銷售熱線:15100998768 15175909100 13483981352 24小時服務熱線;
聯系人:任慶國
地址:河北省邢臺市邢灣工業區11號
郵編:055151
業務QQ 113691454 124280455

歡迎考察公司實力,本公司地宗旨是用產品說話,讓你一定放心。以高性價比占領市場,以高質量品質推動品牌發展。二十年的制造經驗,鑄造高品質,高性價的產品,真誠的歡迎選購,考察,合作,共贏,發展。







技術問題
機床精度對加工的影響立車加工精度?
機床定位精度
直線運動軸定位及重復定位精度
機械原點復位精度
反向誤差
回轉運動軸定位精度
回轉運動軸原點復位精度
這些機床精度差的話,加工出來的工件誤差相對來說就比較差,甚至成為廢
立式車床加工出來的圓孔呈橢圓形是什麼原因?
原因應是主軸的圓跳動超差所至,主要檢修主軸的平面軸承及端麵推力軸承的精度等級是否符合機床設計軸分析:
1 刀架滑板Z向的移動有間隙;
2 請先檢查Z向的兩端軸的軸向串動,最好控制在0.02MM以內;
3 檢查Z向的滾珠絲杠螺母的軸向間隙;同時將預緊控制在0.015MM以內;
4 若是Z軸的絲桿和軸承都換瞭,那你看一下滾珠絲杠的等級是否是零級的;
5 其Z向固定的軸承是角接觸的軸承,預緊的量估計不夠;
6 滑板的移動是靠鑲條來調節的,調一下間隙;熱態下用鼻子聞一下鑲條麵是否有生鐵的味道;
7 最後檢查一下常潤滑油的開口是否被關閉。

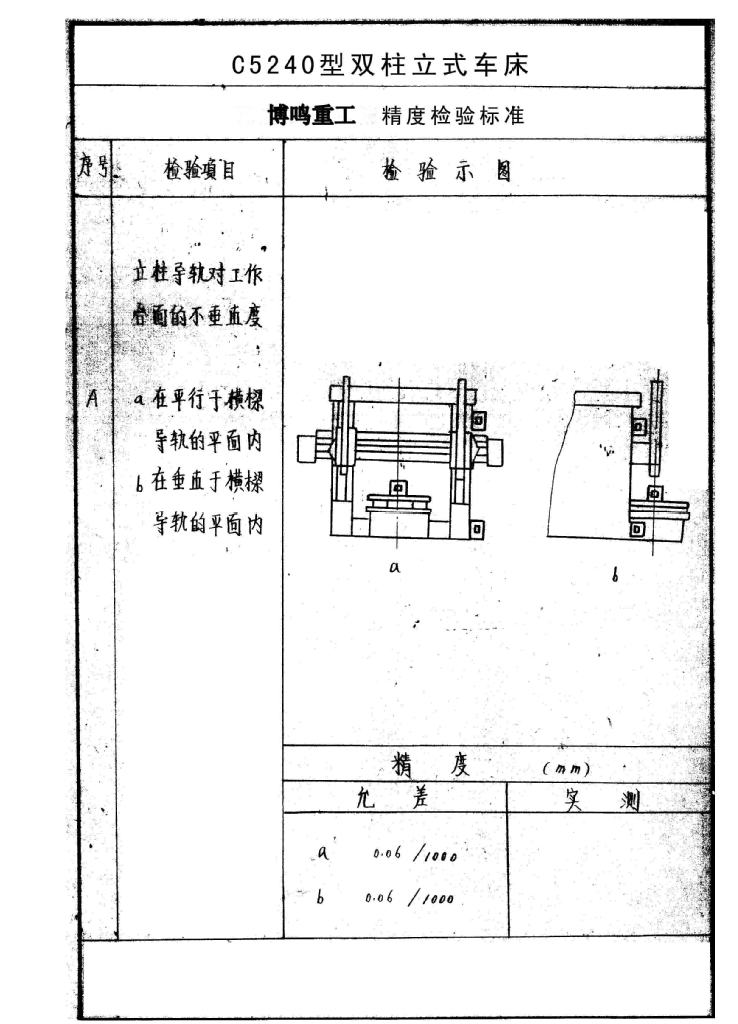
C5240雙柱立式車床技術參數 |
|


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




