| 類型:深喉沖床 | 品牌:新海 | 動力類型:電動 |
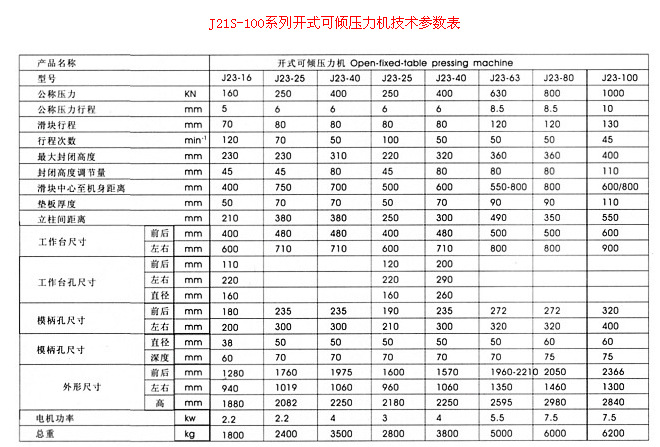
| 型號:J21S-16T | 主電機功率:1.5(kw) | 公稱壓力:160(kn) |
| 滑塊行程:60(mm) | 控制形式:人工 | 模柄孔尺寸:35*60(φmm*mm) |
| 佈局形式:立式 | 適用范圍:通用 | 適用行業:通用 |
| 行程次數:100 | 作用對象材質:金屬 | 產品類型:全新 |
| 是否庫存:是 | 售後服務:整機保修一年 |
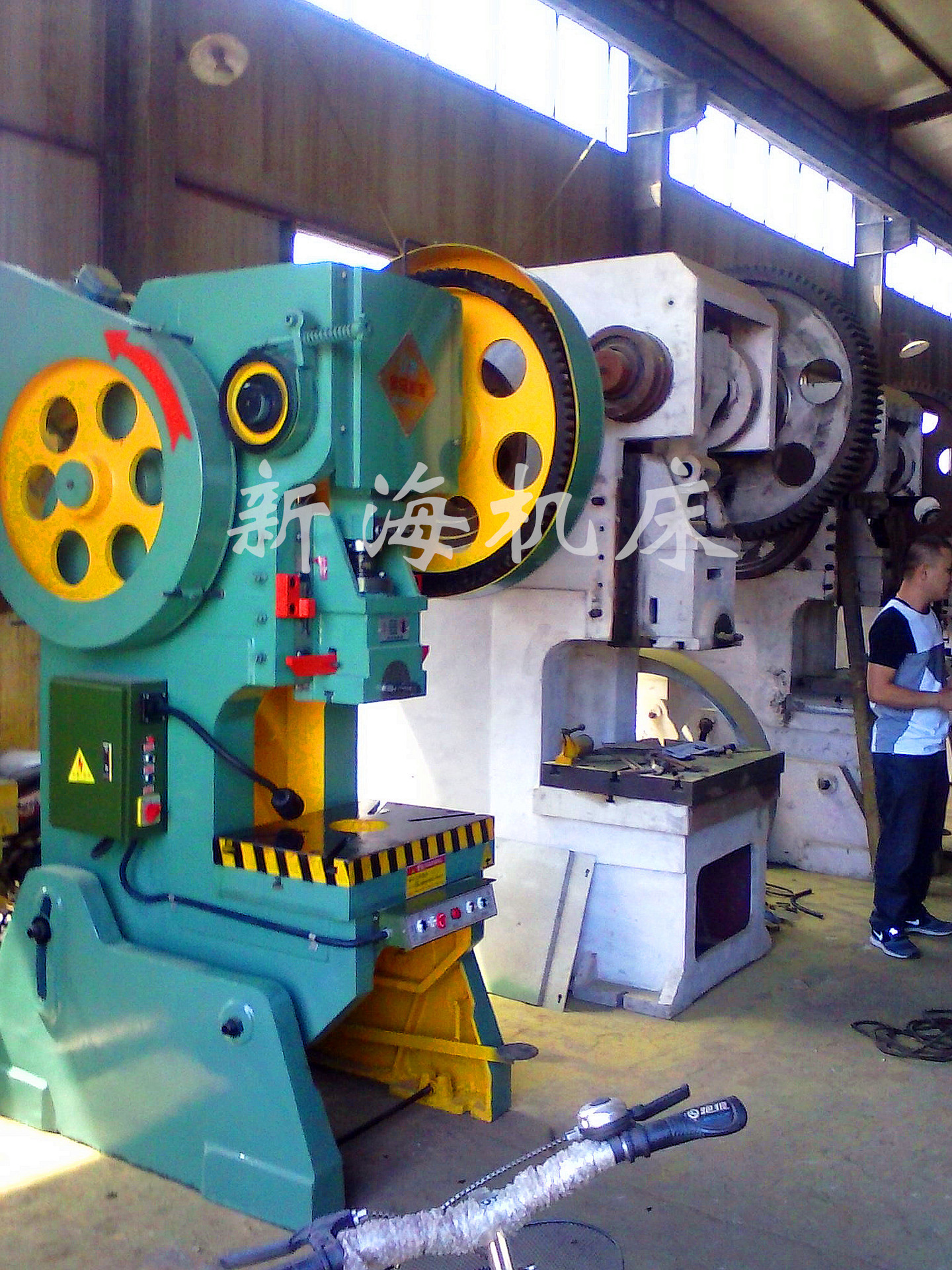
沖床簡介
沖床就是一臺沖壓式壓力機。在生產中,沖壓工藝由於比較傳統機械加工來說有節約材料和能源,效率高,對操作者技術要求不高及通過各種模具應用可以做出機械加工所無法達到的產品這些優點,因而它的用途越來越廣泛。
工作原理
沖床的設計原理是將圓周運動轉換為直線運動,由主電動機出力,帶動飛輪,經離合器帶動齒輪、曲軸(或偏心齒輪)、連桿等運轉,來達成滑塊的直線運動,從主電動機到連桿的運動為圓周運動。
連桿和滑塊之間需有圓周運動和直線運動的轉接點,其設計上大致有兩種機構,一種為球型,一種為銷型(圓柱型),經由這個機構將圓周運動轉換成滑塊的直線運動。沖床對材料施以壓力,使其塑性變形,而得到所要求的形狀與精度,因此必須配合一組模具(分上模與下模),將材料置於其間,由機器施加壓力,使其變形,加工時施加於材料之力所造成之反作用力,由沖床機械本體所吸收。
驅動力分類
機械沖床:使用電動機作為動力
液壓沖床:使用液壓桿做為動力
模具分類
單 模:僅完成一道加工工序,如落料、沖孔等
級進模:一次加工完成兩套或兩套以上工序,如拉深、成型等
沖床的加工工藝
沖孔、落料、彎曲、成型、淺拉深
安全生產規程
由於沖床具有速度快、壓力大的特點,因此采用沖床作沖裁、成型必須遵守一定的安全規程。
1.暴露於壓機之外的傳動部件,必須安裝防護罩,禁止在卸下防護罩的情況下開車或試車。
2.開車前應檢查主要緊固螺釘有無松動,模具有無裂紋,操縱機構、自動停止裝置、離合器、制動器是否正常,潤滑系統有無堵塞或缺油。必要時可開空車試驗。
3.安裝模具必須將滑塊開到下死點,閉合高度必須正確,盡量避免偏心載荷;模具必須緊固牢靠,並經過試壓檢查。
4.工作中註意力要集中,嚴禁將手和工具等物件伸進危險區內。小件一定要用專門工具(鑷子或送料機構)進行操作。模具卡住坯料時,隻準用工具去解脫。
5.發現壓床運轉異常或有異常聲響,(如連擊聲、爆裂聲)應停止送料,檢查原因。如系轉動部件松動、操縱裝置失靈、模具松動及缺損,應停車修理。
6.每沖完—個工件時,手或腳必須離開按鈕或踏板,以防止誤操作。
7.兩人以上操作時,應定人開車,註意協調配合好。下班前應將模具落靠,斷開電源,並進行必要的清掃。










批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。