




| 類型:搖臂鑽床 | 品牌:東潤 | 型號:ZQ3040 10 13 |
| 主電機功率:2.2 1.5(kw) | 外形尺寸:1500×705×2020 1700×705×2120(mm) | 軸數量:單軸 |
| 鑽孔直徑范圍:40(mm) | 主軸轉速范圍:108、162、262、398、665、1000(rpm) | 主軸孔錐度:4 |
| 控制形式:人工 | 適用行業:通用 | 佈局形式:立式 |
| 適用范圍:通用 | 作用對象材質:金屬 | 產品類型:全新 |
| 是否庫存:是 | 售後服務:整機質保一年 | 加工定制:否 |
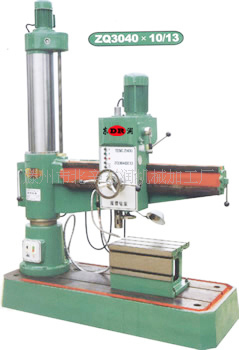
提高電機功率,動力更強勁,配制冷卻系統,配置工作燈. ZQ3040搖臂鑽床技術參數 ZQ3040×10 ,ZQ3040×13 最大鑽孔直徑 mm 40 主軸中心至立柱母線 mm 1000-300 1300-300 主軸端麵至底座工作麵 mm 1000-260 主軸行程 mm 200 主軸轉速級數 級stage 6 主機外形尺寸 mm 1500×705×2020 1700×705×2120 電機功率 Kw 2.2 1.5 凈重 Kg 1760/1860
 | |||
| |||
 | |||
| |||
 | |||
|
主軸箱可在搖臂上移動,並隨搖臂繞立柱回轉的鑽床(見圖)。搖臂還可沿立柱上下移動,以適應加工不同高度的工件。較小的工件可安裝在工作臺上,較大的工件可直接放在機床底座或地麵上。搖臂鑽床廣泛應用於單件和中小批生產中,加工體積和重量較大的工件的孔。搖臂鑽床加工范圍廣,可用來鑽削大型工件的各種螺釘孔、螺紋底孔和油孔等。搖臂鑽床的主要變型有滑座式和萬向式兩種。滑座式搖臂鑽床是將基型搖臂鑽床的底座改成滑座而成,滑座可沿床身導軌移動,以擴大加工范圍,適用於鍋爐、橋梁、機車車輛和造船等行業。萬向搖臂鑽床的搖臂除可作垂直和回轉運動外,並可作水平移動,主軸箱可在搖臂上作傾斜調整,以適應工件各部位的加工。此外,還有車式、壁式和數字控制搖臂鑽床等。
鑽床是一種孔加工設備,可以用來鑽孔、擴孔、鉸孔、攻絲及修刮端麵等多種形式的加工。按用途和結構分類,鑽床可以分為立式鑽床、臺式鑽床、多孔鑽床、搖臂鑽床及其他專用鑽床等。在各類鑽床中,搖臂鑽床操作方便、靈活,適用范圍廣,具有典型性,特別適用於單件或批量生產帶有多孔大型零件的孔加工,是一般機械加工車間常見的機床。
搖臂鑽床主要由底座、內立柱、外立柱、搖臂、主軸箱及工作臺等部分組成。
內立柱固定在底座的一端,在他的外麵套有外立柱,外立柱可繞內立柱回轉360度。搖臂的一端為套筒,它套裝在外立柱做上下移動。由於絲桿與外立柱連成一體,而升降螺母固定在搖臂上,因此搖臂不能繞外立柱轉動,隻能與外立柱一起繞內立柱回轉。主軸箱是一個復合部件,由主傳動電動機、主軸和主軸傳動機構、進給和變速機構、機床的操作機構等部分組成。主軸箱安裝在搖臂的水平導軌上,可以通過手輪操作,使其在水平導軌上沿搖臂移動。
當進行加工時,由特殊的加緊裝置將主軸箱緊固在搖臂導軌上,而外立柱緊固在內立柱上,搖臂緊固在外立柱上,然後進行鑽削加工。鑽削加工時,鑽頭一邊進行旋轉切削,一邊進行縱向進給,其運動形式為:
(1)搖臂鑽床的主運動為主軸的旋轉運動;
(2)進給運動為主軸的縱向進給;
(3)輔助運動有:搖臂沿外立柱垂直移動,主軸箱沿搖臂長度方向的移動,搖臂與外立柱一起繞內立柱的回轉運動。
(1)搖臂鑽床運動部件較多,為瞭簡化傳動裝置,采用多臺電動機拖動。例如Z3040型搖臂鑽床采用4臺電動機拖動,他們分別是主軸電動機,搖臂升降電動機,液壓泵電動機和冷卻泵電動機,這些電動機都采用直接啟動方式。
(2)為瞭適應多種形式的加工要求,搖臂鑽床主軸的旋轉及進給運動有較大的調速范圍,一般情況下多由機械變速機構實現。主軸變速機構與進給變速機構均裝在主軸箱內。
(3)搖臂鑽床的主運動和進給運動均為主軸的運動,為此這兩項運動有一臺主軸電動機拖動,分別經主軸傳動機構,進給傳動機構實現主軸的旋轉和進給。
(4)在加工螺紋時,要求主軸能正反轉。搖臂鑽床主軸正反轉一般采用機械方法實現。因此主軸電動機僅需要單向旋轉。
(5)搖臂升降電動機要求能正反向旋轉。
(6)內外主軸的夾緊與放松、主軸與搖臂的夾緊與放松可用機械操作、電氣—機械裝置,電氣—液壓或電氣—液壓—機械等控制方法實現。若采用液壓裝置,則備有液壓泵電機,拖動液壓泵提供壓力油來實現,液壓泵電機要求能正反向旋轉,並根據要求采用點動控制。
(7)搖臂的移動嚴格按照搖臂松開→移動→搖臂夾緊的程序進行。因此搖臂的夾緊與搖臂升降按自動控制進行。
(8)冷卻泵電動機帶動冷卻泵提供冷卻液,隻要求單向旋轉。
(9)具有連鎖與保護環節以及安全照明、信號指示電路。
1.工作前對所用鑽床和工卡量進行全麵檢查,確認無誤時方可工作。
2.嚴禁戴手套操作,女生發辮應挽在帽子內。
3.工件裝夾必須牢固可靠。鑽小件時,應用工具夾持,不準用手拿著鑽。
4.使用自動走刀時,要選好進給速度,調整好行程限位塊。手動進刀時,一般按照逐漸增壓和逐漸減壓原則進行,以免用必過猛造成事故。
5.鑽頭上繞有長鐵屑時,要停車清除。禁止用風吹、用手拉,要用刷子或鐵鉤清除。
6.精鉸深孔時,拔取圓器和銷棒,不可用力過猛,以免手撞在刀具上。
7.不準在旋轉的刀具下,翻轉、卡壓或測量工件。手不準觸摸旋轉的刀具。
8.使用搖臂鑽時,橫臂回轉范圍內不準有障礙物。工作前,橫臂必須卡緊。
9.橫臂和工作臺上不準存放物件,被加工件必須按規定卡緊,以防工件移位造成重大人身傷害事故和設備事故。
10.工作結束時,將橫臂降到最低位置,主軸箱靠近立柱,並且都要卡緊。
1、清洗機床外表及死角,拆洗各罩蓋,要求內外清潔、無銹蝕、無黃袍,漆見本色鐵見光。清洗導軌麵及清除工作台面毛刺。檢查補齊螺釘、手球、手板,檢查各手柄靈活可靠性。
2、搖臂鑽床主軸進刀箱保養:檢查油質,保持良好,油量符合要求。清除主軸錐孔毛刺。清洗液壓變速系統、濾油網,調整油壓。
3、搖臂鑽床搖臂及升降夾緊機構檢查:檢查調整升降機構和夾緊機構達到靈敏可靠。
4、搖臂鑽床潤滑系統檢查:清洗油氈,要求油杯齊全、油路暢通,油窗明亮。
5、搖臂鑽床冷卻系統檢查:清洗冷卻泵、過濾器及冷卻液槽。檢查冷卻液管路,要求無漏水現象。
6、搖臂鑽床電器系統檢查:清掃電機及電器箱內外塵土。關閉電源,打開電器門蓋,檢查電器接頭和電器元件是否有松動、老化。檢查限位開關是否工作正常。開門斷電是否起到作用。檢查液壓系統是否正常,有無漏油現象。各電器控制開關是否正常。
PLC在搖臂鑽床電氣控制中的應用Application of PLC to Electric ...采用可編程序控制器(PLC)對搖臂鑽床傳統的繼電器-接觸器電氣控制系統進行技術改造,給出瞭搖臂鑽床PLC電氣控制系統的設計梯形圖、輸入輸出接線圖.PLC的應用不但大大提高瞭搖臂鑽床電氣控制系統的可靠性和抗乾擾能力,而且大大簡化和減少瞭維修維護的工作量, ...
1:檢查油質,保持良好,油量符合要求。
2:清除主軸錐孔毛刺。
3:清洗液壓變速系統、濾油網,調整油壓。
1:檢查調整升降機構和夾緊機構達到靈敏可靠。
1:清洗油氈,要求油杯齊全、油路暢通,油窗明亮。
1.清洗冷卻泵、過濾器及冷卻液槽。
2.檢查冷卻液管路,要求無漏水現象。
1.清掃電機及電器箱內外塵土。
2. 關閉電源,打開電器門蓋,檢查電器接頭和電器元件是否有松動、老化。
3. 檢查限位開關是否工作正常。(需要通電檢查,註意安全)
4. 開門斷電是否起到作用。
5. 檢查液壓系統是否正常,有無漏油現象。
6.各電器控制開關是否正常。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




