




1、
2、
3、
4、
5、
1 |
|
|
|
| |
2 |
|
|
|
| |
3 |
|
|
|
| |
4 |
|
|
|
| |
5 |
|
|
|
| |
6 |
|
|
|
| |
7 |
|
|
|
|
地點:室內
電源供應:無危險區域
濕度:≦95%
溫度:0-35ºC
電源:三相380V, 50HZ
總功率: KW
冷卻水:≦20 ºC ,≧0.3MPa , ~0.5T/h
壓縮空氣:0.3m3/min , >0.5Mpa
生產線總長: m
(1)、物料:PP-R粒料
(2)、產量:
SJ65X33 | 80-120kg/h |
| |
SJ25X25 | 6-8kg/h |
|
擠出量根據加工物料和操作條件的不同可能有相應變化。
(3)、生產線速度:0.5-8m/min (根據制品規格、壁厚及操作不同而相應變化)。
(4)、生產線中心高:1000mm。
(5)、作方向:從右向左。
(6)、設備顏色:聯順公司標準顏色。
(7)、我司保留對生產線技術改進的權利,以上規格參數如有變更,恕不另行通知。
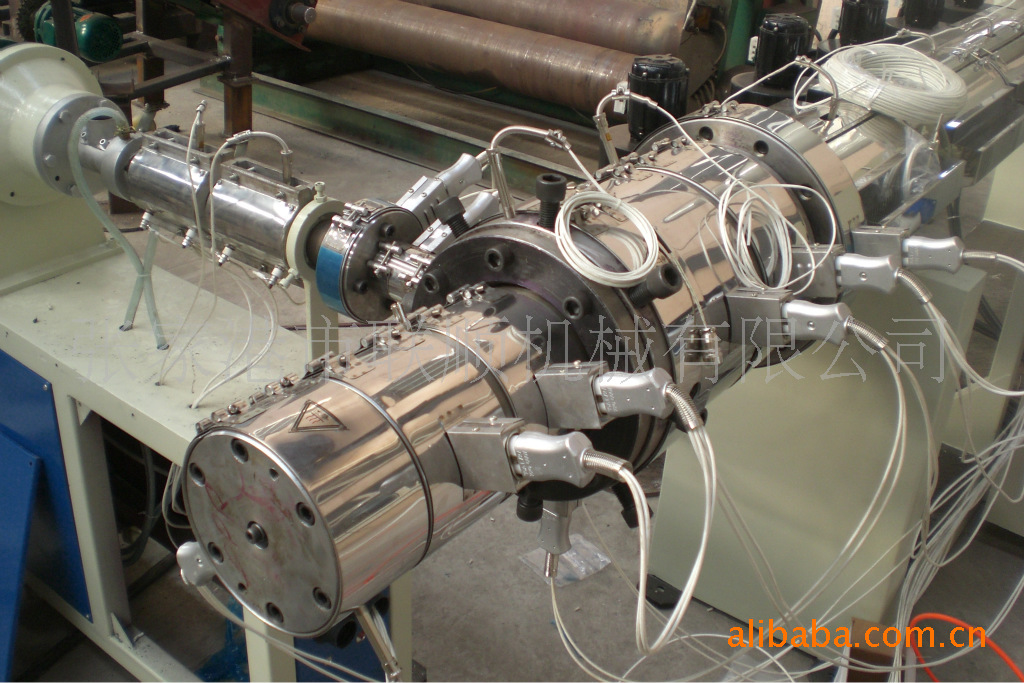
SJ-65x33PP-R塑料擠出管材機組,由SJ-65x33單螺桿塑料擠出機和SJ-25×25標示線專用擠出機與相應的管材機頭、冷卻定型模具、真空定徑冷卻水箱、噴淋冷卻水箱、牽引機、切割機、翻管機 、計長裝置等組成。機組結構緊湊,性能優越,螺桿、螺筒經優化設計,並采用高性能合金鋼38CrMoAlA專業加工,使整機具有塑化均勻,擠出量穩定,產量高,壽命長等優點。主機螺筒采用鑄鋁加熱器加溫,風冷卻,精密電控機表控制溫度,驅動電機為變頻調速。硬齒麵減速機可連續長時間運轉無故障。全機組一體化設計,主、輔機同步運轉,具有高效率、高性能、高穩定性等特點, 是生產PE及其他各類聚烯氫管材的理想設備。
序號 | 設備名稱 | 規格 | 數量 | 總功率KW | 單機長度m | 單機重量kg |
1 | 自動加料機 | ZJ200 | 1臺 |
|
|
|
2 | 料鬥式乾燥機 | STG-U160 | 1臺 |
|
|
|
3 | 單螺桿擠出機 | SJ65/33 | 1臺 |
|
|
|
4 | 單螺桿擠出機 | SJ25/25 | 1臺 |
|
|
|
5 | PP-R管模具 | 20-75 | 1套 |
|
|
|
6 | 真空定徑箱 | ZK-75 | 1臺 |
|
|
|
7 | 噴淋水箱 | PL-75 | 1臺 |
|
|
|
8 | 二爪牽引機 | QY-75 | 1臺 |
|
|
|
9 | 無屑切割機 | QG-75 | 1臺 |
|
|
|
10 | 翻料架 | FL-75 | 1臺 |
|
|
|
一、PPR管材介紹
PPR是三丙聚乙烯的簡稱,又叫無規共聚聚丙烯管,采用熱熔接的方式,有專用的焊接和切割工具,有較高的可塑性。價格也很經濟。保溫性能也很好,管壁也很光滑,,不包括內外絲的接頭。一般用於內嵌墻壁,或者深井預埋管中。 PPR管價格適中、性能穩定,耐熱保溫,耐腐蝕,內壁光滑不結垢、管道系統安全可靠,並不滲透,使用年限可達50年。號稱永不結垢、永不生銹、永不滲漏、綠色高級給水材料。 但施工技術要求高,需采用專用工具及專業人士進行施工,方能確保系統安全。
二、PPR管材用途和特點:
PP-R飲用水管系統是當今世界發達國傢普遍采用的新型產品,它在冷熱水輸送工程中采用同質溶接技術,其綜合技術性能和經濟指標遠遠優於其它同類產品,尤其是它卓越的衛生性能,從生產使用到廢棄回手全過程都可達到極高的衛生、環保要求.產品具有耐熱、耐壓、保溫節能、使用壽命長及經濟等優點。
三、PPR管材生產流程
原料+色母料→混合→真空上料→原料乾燥→單螺桿擠出機→色線擠出機→螺旋式模具→定徑套→噴淋真空定型箱→噴淋冷卻水箱→噴碼機→履帶牽引機→成品檢測包裝
四、PPR管材生產過程中疑難雜癥如何解決
1.管子表麵有焦跡 可能原因是機身或機頭溫度過高;機頭和過濾器沒清洗乾凈;粒料中有雜質;原料熱穩定性差或熱穩定劑量過少;控制溫度機表失靈。
2.管材表麵有黑色條紋 可能原因機頭溫度過高,過濾器沒清洗乾凈。
3.管材表麵無光澤 可能是口模溫度過低或過高。
4.管材表麵有皺紋 可能是口模四周溫度不均勻;冷卻水太熱;牽引太慢。
5.管材內壁毛糙 可能是芯棒溫度偏低;機身溫度過低;螺桿溫度過高。
6.管材內壁有裂紋 可能是料有雜質;芯棒溫度過低;機身溫度低;牽引速度過快。
7.管內壁有凹凸不平 可能螺桿溫度過高;螺桿轉速太快。
8.管內壁有氣泡 可能料受潮瞭。
9.管壁厚度不均 可能口模,芯模沒有對正;機頭溫度不均勻;牽引不穩定;壓縮空氣不穩定。
10.管材彎曲 可能管材壁厚不均;機頭四周溫度不均勻;機頭冷卻槽,牽引切割中心沒有對正;冷卻槽兩端孔不同心。
11.制品發脆 可能機身塑化程度不夠;螺桿轉速太快;機頭溫度太低;樹脂粘度過高。
12.管材縱向或橫向收縮大 可能定徑套與口模內徑的徑向差大(橫向);牽引速度偏高(縱向)。
13.突然出料慢 可能螺桿加料段溫度高;機身進水;機頭溶體壓力小。
號 | 螺桿直徑(mm) | 長徑比 | 生產范圍(mm) | 生產能力(kg/h) | 主電機功率(kw) | 總功率(kw) | 生產線長度(m) |
PPR-63 | 65mm | 33:1 | 20-63 | 70-120 | 37 | 70 | 24 |
PPR-110 | 75mm | 33:1 | 20-110 | 100-160 | 55 | 90 | 30 |
PPR-160 | 90mm | 33:1 | 50-160 | 150-200 | 75 | 120 | 32 |





批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




