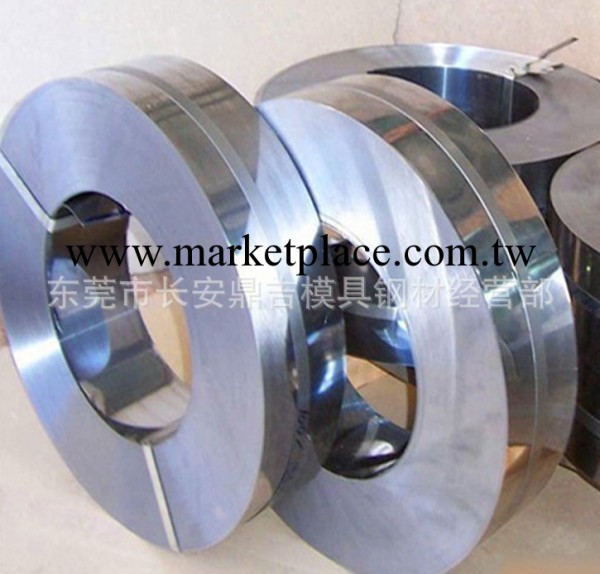
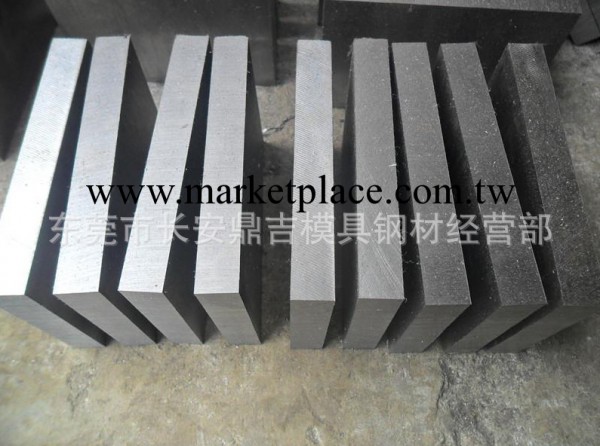
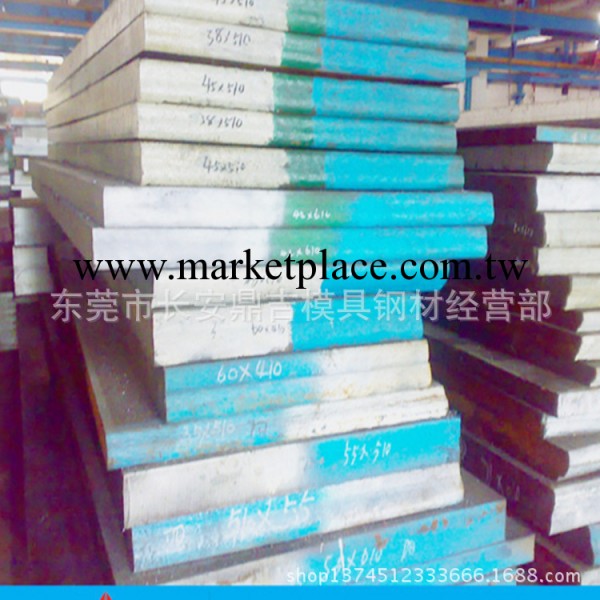
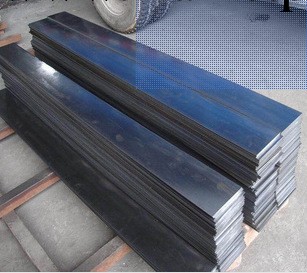
此鋼硬度均勻,因含硫量低更運涵電蝕(火花機)操作,容易達到鏡面磨光,可作火焰加硬,表面鍍鉻及氧化處理
一切大小塑膠模具及可作錫、鉛、鋅合金壓鑄之模座
煅造:1.050 ℃開始緞打直至850 ℃停止,回爐隨爐慢冷
退火710 -750 ℃保護氣體體爐中慢冷
應力消除: 650 ℃保溫1-2小時後隨爐慢冷
淬火:由870 -820 C℃保熱透保溫後淬油或200 -250 ℃硝鹽液中淬火,冷至50 -70 ℃即時回火
M201特殊鋼化學成分
C碳Cr鉻Mn錳Mo鋁Si矽S硫
0.4 2 1.5 0.2 0.3 0.003
預加硬至980-1080N/ (30-34HRC)
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。